Hi All, First some background so you get the full picture: I’ve only had my laser for just over a week and it’s been working fine. That was until I attempted to try out the YRR rotary unit! I followed @richfaraone 's video on setting it up but hit a bit of a wall as the machine wouldn’t move until it was homed, anyway it’s probably something I missed out so I’ll go back to it later. I decided to remove the rotary and go back to standard config so I went to load the original settings that I’d saved (as per Rich’s instructions) but the file I’d saved wasn’t there! I’m not sure what happened but somehow it hadn’t been saved (I’ve been using/programming computers since the early '80s so it wasn’t a newbie error!). So I just reversed what I’d changed.
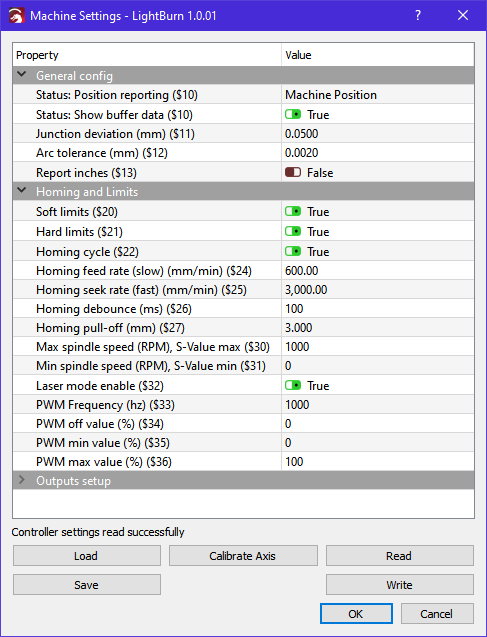
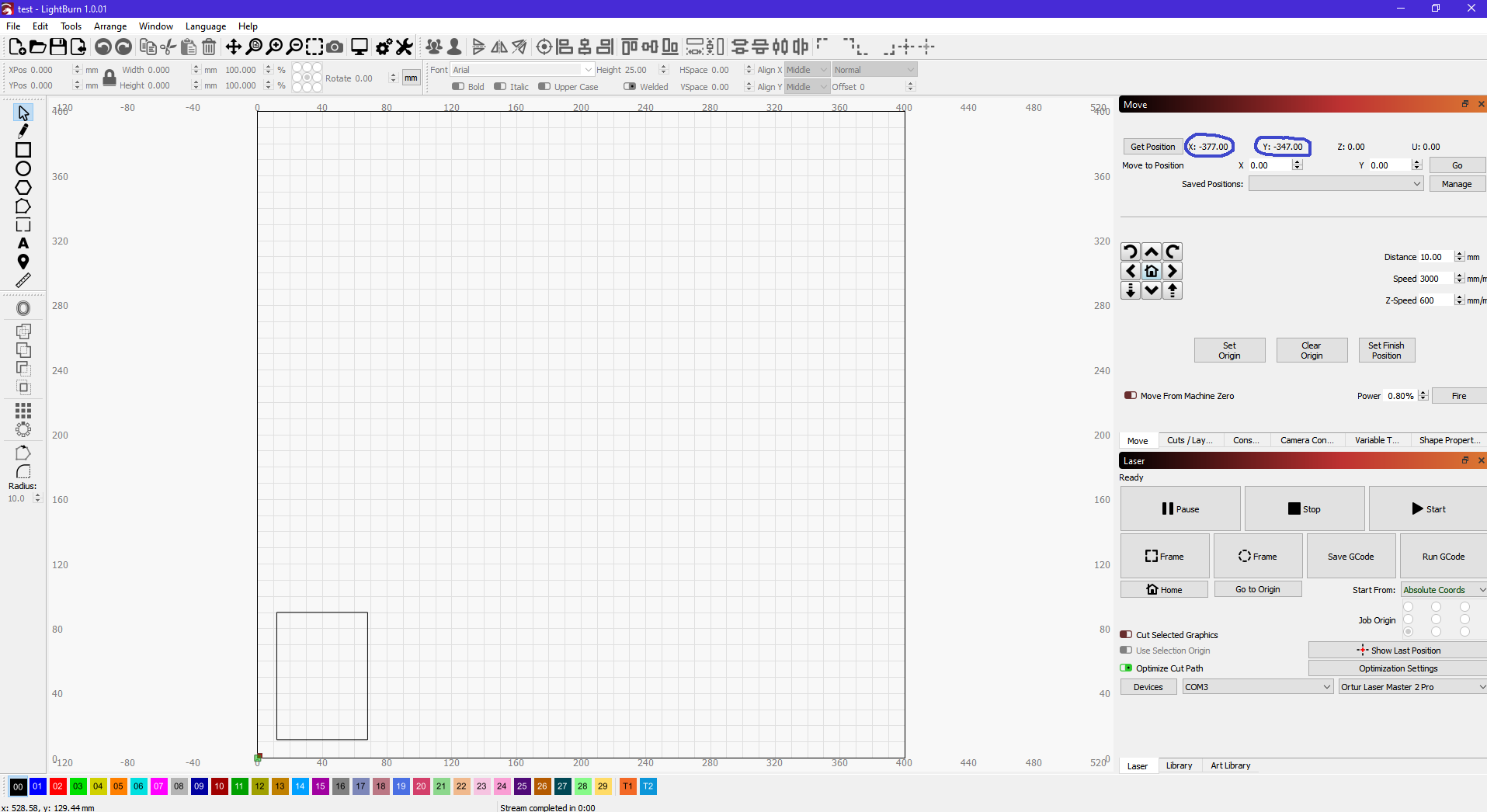
My issue is that I’m now getting the “G-code motion target exceeds…” error and I can’t see why. I can jog the laser head around the workspace using the jog buttons in LightBurn but if I try to use “Frame” or run a job it just errors out. I’ve attached some screenshots along with a console log and NC file to help diagnose the issue. You’ll notice that the current pos’n shown on the main screen is showing negative X and Y which definitely doesn’t look right to me (I also used to be a CNC programmer/setter/operator so I’m familiar with CNC terminology etc.). It’s as if it thinks the top right is the origin, which it obviously shouldn’t be. Hopefully someone will be able to spot what’s wrong and will be kind enough to help me out. I’ve scoured the forum and this error seems to be a recurring issue for various reasons.
If you need any more info just let me know.

LightBurn Console log.txt (1.5 KB)
exceed limits.nc.txt (375 Bytes)
Many thanks.

