Hi there,
I upgraded my LU1-2 with a LU2-10. It’s no doubt a 1:100 difference so far I tried in this few days. I am having a problem with cutting 3mm plywood - it cuts like butter, but I’m getting the wood burnt on the upper side (known from the lasering beginings when I didn’t have an airassist). I’m using the ACO012 (150l/min) for air assist and didn’t have any issues with the previous laser module. I am seeing that it is suggested to use an air pump with at least 40L/min, so mine is way much stronger.
And in addition - what’s your experience in cutting material (wood in my case) - is it better to cut slower with lower speeds in one pass or do multiple passes with lower power and higher speeds? Which should result in better/cleaner cuts?
I cut tempered hardboard (4.2mm) at 1.5mm/sec, 50%, 3 passes with my LU2-10.
This is the dark coffee brown color/ The lighter colors take more passes,
The air assist is running at 5 psi FWIW.
To your question, I find more passes at a lower power to give a cleaner cut, but it depends on the wood. Pine and similar with a higher amount of pitch will easily scorch (try faster feeds).
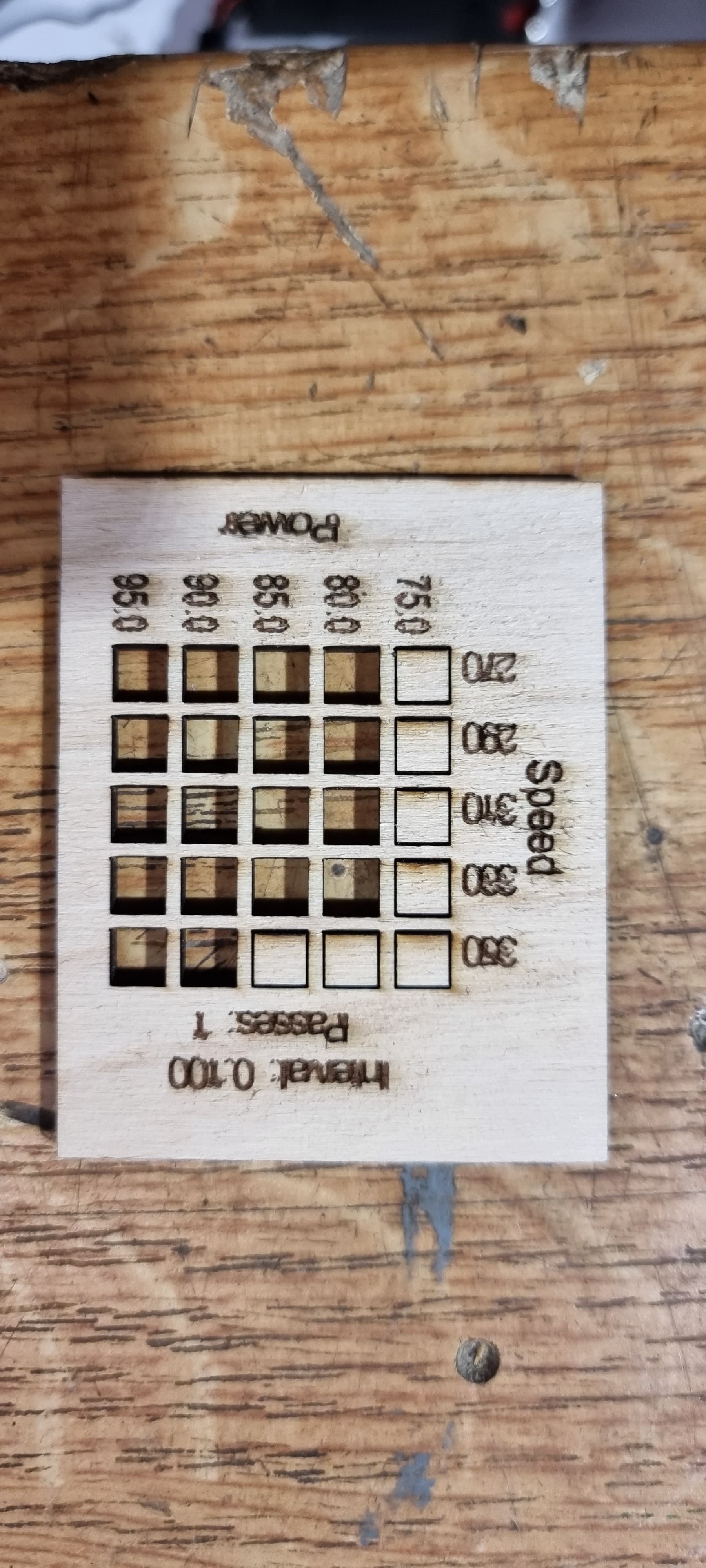
Best bet is to run the LB material array test (line only, no fill) with a range of speeds/power. Try a 4 pass for stuff that burns easily and 3 pass for more scorch resistant materials.
Hi,
Why is that you are cutting with only 50%? I’m always trying to find the fastest speed with around 90-95% of power which cuts thru the material. I try a high speed and then lower it until the speed it cuts thru… Is thos not the roght way?
With single pass cutting, the laser is generating more heat as it tries to vaporize the ashes in the cut.
I find that by taking lighter passes, the residue in the cut has time to cool and get partially blown out by the air assist as the laser moves away.
You could try the test card with more passes and a lower range of power (or higher speed) and compare.
I dislike using full or near full power because it can be detrimental to laser lifespan. I think it is a fairly exponential relation. Doubling the power will more than double the heat internal to the laser. LED’s have a well known dislike of high operating temperatures vs. lifespan.
No, not for the < 4mm stuff. It could help with thicker stuff to keep a clean line however. I’ve noticed with other engravings that the edges of a design remain crisp for up to 1/4" as the design curves over the edge of a flat surface (the round over on a tile).
If I need to engrave (or cut) when the surface falls off more than 1/4", I’ll move the Z down (separate layers for each Z setting so I can pause and adjust)
Thank you brewster, I’ll try lower power, higher speed and more passes for the cut. Might be better. I think I also observed that the cooled soot was easier blown out by the air assist when it passes the second or third time.
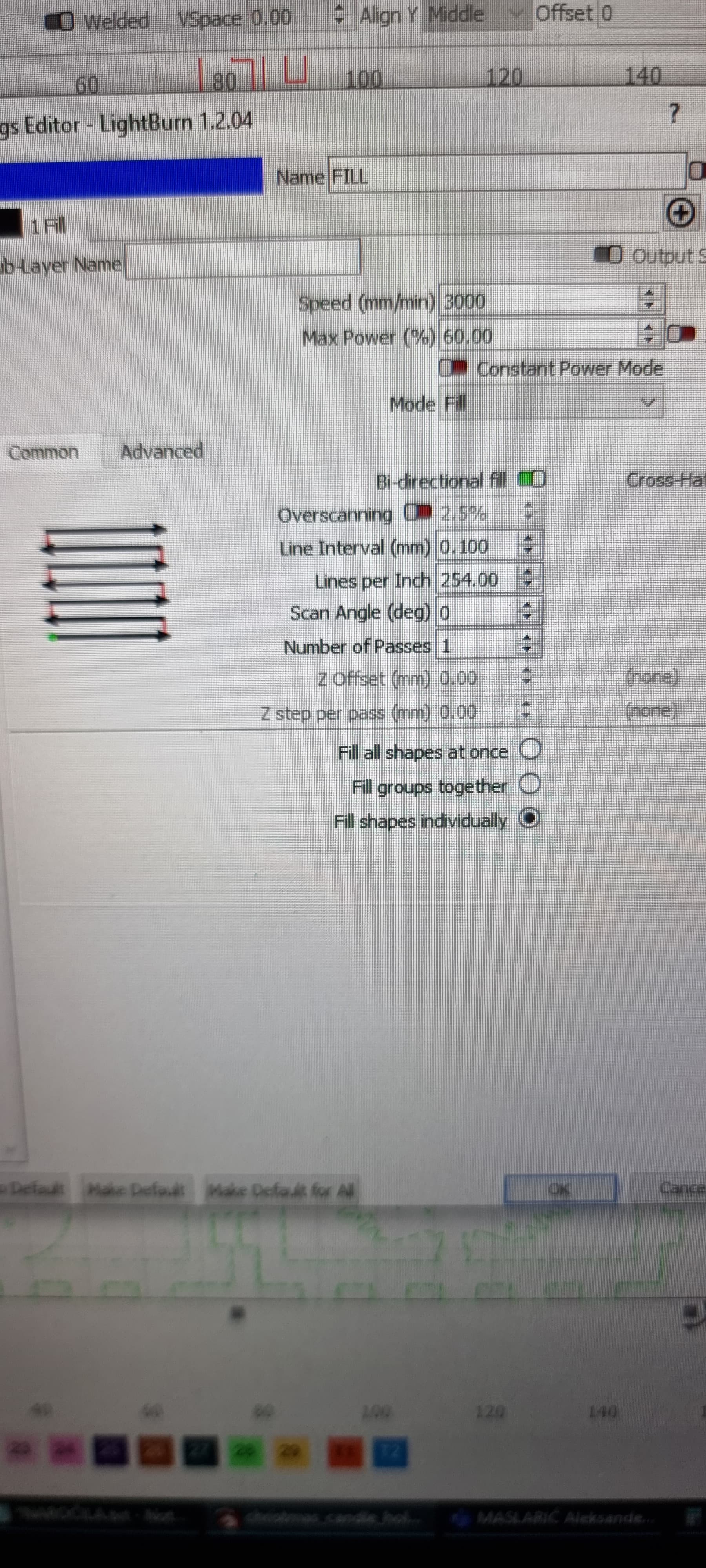
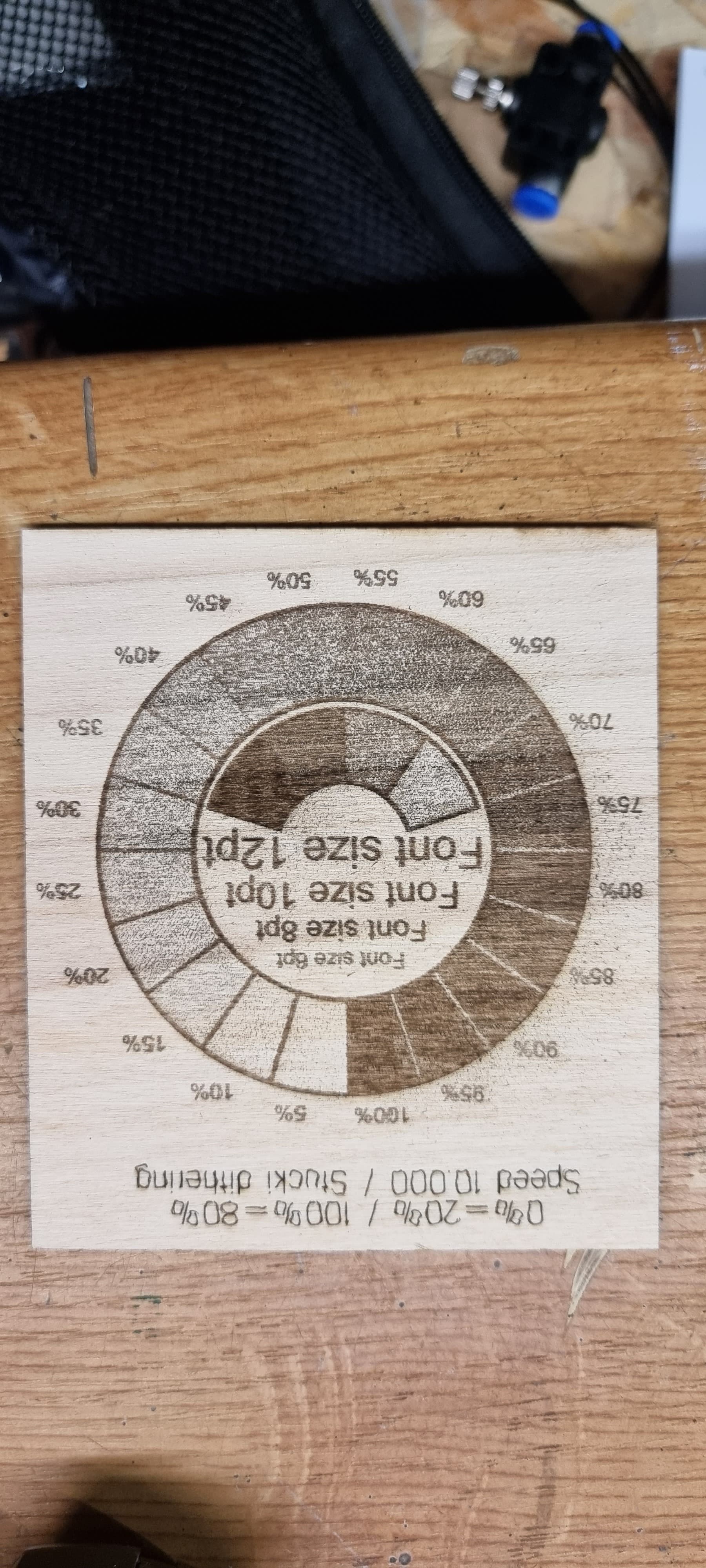
Have to figure out the right fill settings also - getting marks also on engraving - there I need to lower my speeds to get a cleaner look and accordingly also adjust the power… Some tests and it should work fine.
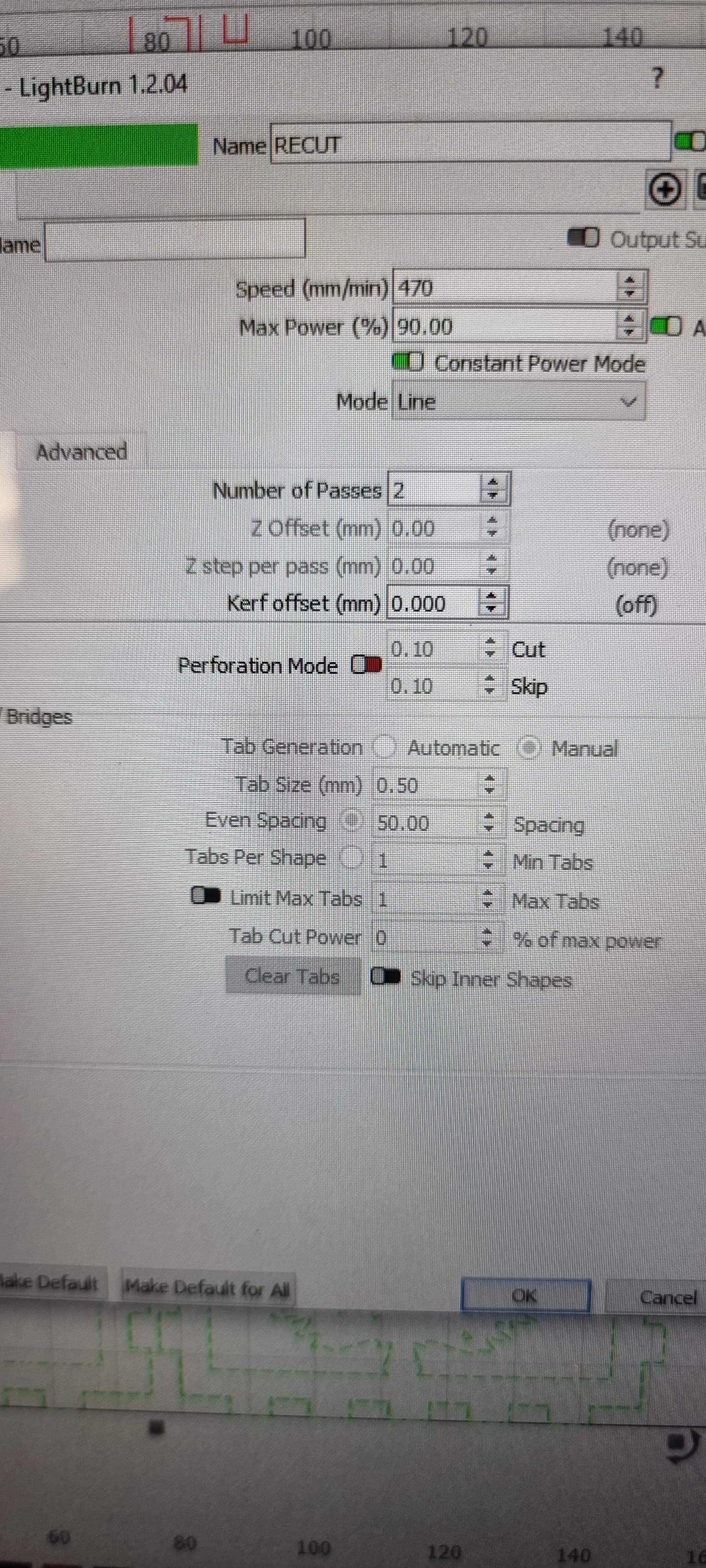
Hey, me again. Did a few more tests. And yes it is slightly better - I moved from 320 / 95% / 1 pass to 450 / 90% / 2 passes. And yes, it cuts thru, the cuts are nice, but still some of burnmarks on the top of my plywood.
With my previous laser (LU1-2) I cut the same plywood with 200 / 95% / 3 passes, which definitely was a slower job but all the cuts were clean and there were absolutely no burnmarks on top of theplywood.
But I did a comparison now:
I took a shape in Lightburn with the old settings and It took 21 mins and some seconds. The same job is now with the new laser and the above settings done in just below 7 minutes. That’s a realy huge success. But the same cut can also be done in 1 pass instead of 2, with lowering the speed from 450 to 320 which will result in the total cutting time of 4:51. This is way better then the 21 minutes with the old laser.
But what I’m now trying to achieve is the quick cut times and getting no burnmarks. As mentioned I’m using the ACO012 airpump which sholud blow out 150L/min. I’m not sure if that’s true or in other words - does anybody else use this type of airpump? Only to be able to compare my observation with their… I think I could get rid of the burnmarks with a better airflow?
I would love to bump my speed up and do the cut in 2 passes at about 80% (just for a cleaner cut) to let the soot cool in between cuts, but get that speed up so that the 2 passes would take the same time as one single 320mm/min cut - to be able to cut that shape in under 5 minutes.
I don’t understand why I should upgrade a laser and then lower the power when the main reason for replacing it was to get the jobs done quicker. So I need to somehow figure out how to cut at about 80%+ and get a clean cut without burnmarks. My intention is not to lower the power but to keep the high power and get rid of that burnmarks in some other way
Maybe, coukd give it a try. But I was looking at the cut before - on the first pass the cut is very clean, the burnmarks appear on the second pass. And they’re much more noticable in all the corners - where the beam changes the direction. Might be some settings also in Lightburn - can’t remember, but I think I read something about the laser power on changing directions…
I read now in another post on that forum, someone had similar issues - burnt corners when cutting. He was advised to lower the min power on the layer, so the laser lowers power when slowing down at the corners. And he got better results without burnmarks. But I don’t have the min option on the line layer I use for cutting (only the max power). Why is that?
Hey, did that now. Did some cuts for clients, but all the burn marks still there… Have to sand everything what comes out from the laserbed. And noticed that all the small detail cuts which were cut with the LU1 before are now being burnt off - some tiny lines which were on the old module cut out and were at about 1mm thickness now are being burned totaly away. So I’m also loosing on cutting out small details.
Also did a ramp test - everything happening to me could IMHO be of being out of focus. But being set after doing the ramp test I’m still not getting further. The ramp test gave me almost the same distance as the built-in distance gauge on the module itself. Might also be the ply being warped - but I’m using the same sheets of ply I was using last week with the other module. And they were warped the same as today - not more and not less. I’m stuck and don’t know what else to try…
Disabling Constant Power Mode would only be addressing the particular issue of edges of scan operations and the corners of lines being overburned. The other artifacts would need to be addressed separately.
Did disabling Constant Power Mode address that issue? If not, confirm that your device is configured as “GRBL” and not GRBL-M3 or other. Click “Devices” button in Laser window, then the name of your laser. The device profile will be listed at the bottom of that window.
Are you sure this isn’t just a difference in laser module properties? Either laser dot size or you’re cutting at higher power than necessary?
Can you Save Gcode in Laser window with a .txt extension? Then upload file here. Will review to see if any issue there.