The problem that I’m having is the machine will not go to the set X0Y0 origin.
If I run a program all the way through, everything is fine. (it goes back to the X0Y0 position)
However, if I stop a program part of the way through and click the “go to origin” The machine will go to
This corresponds to the feedback I get from the console when I enter $#.
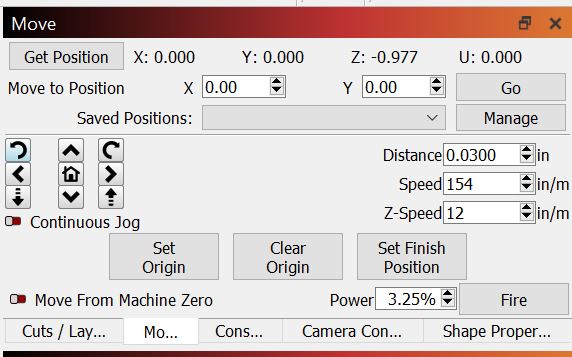
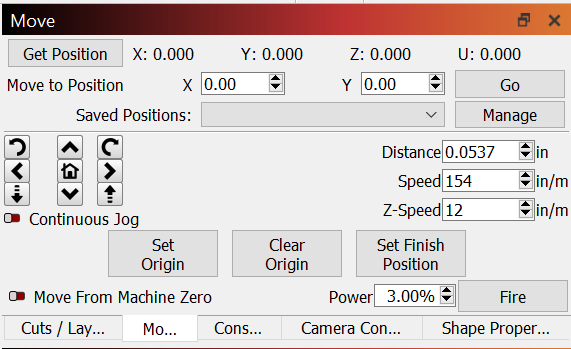
When I home the machine this is what i get when i click “Get Position” after setting my Z height this i was i get:
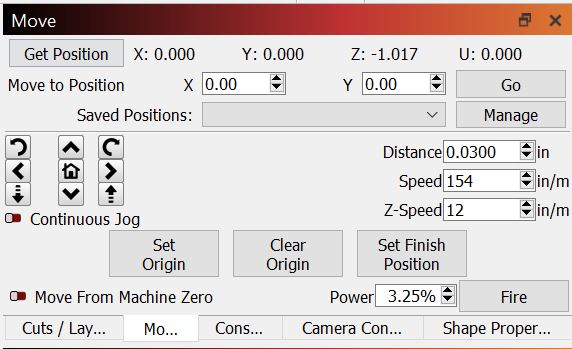
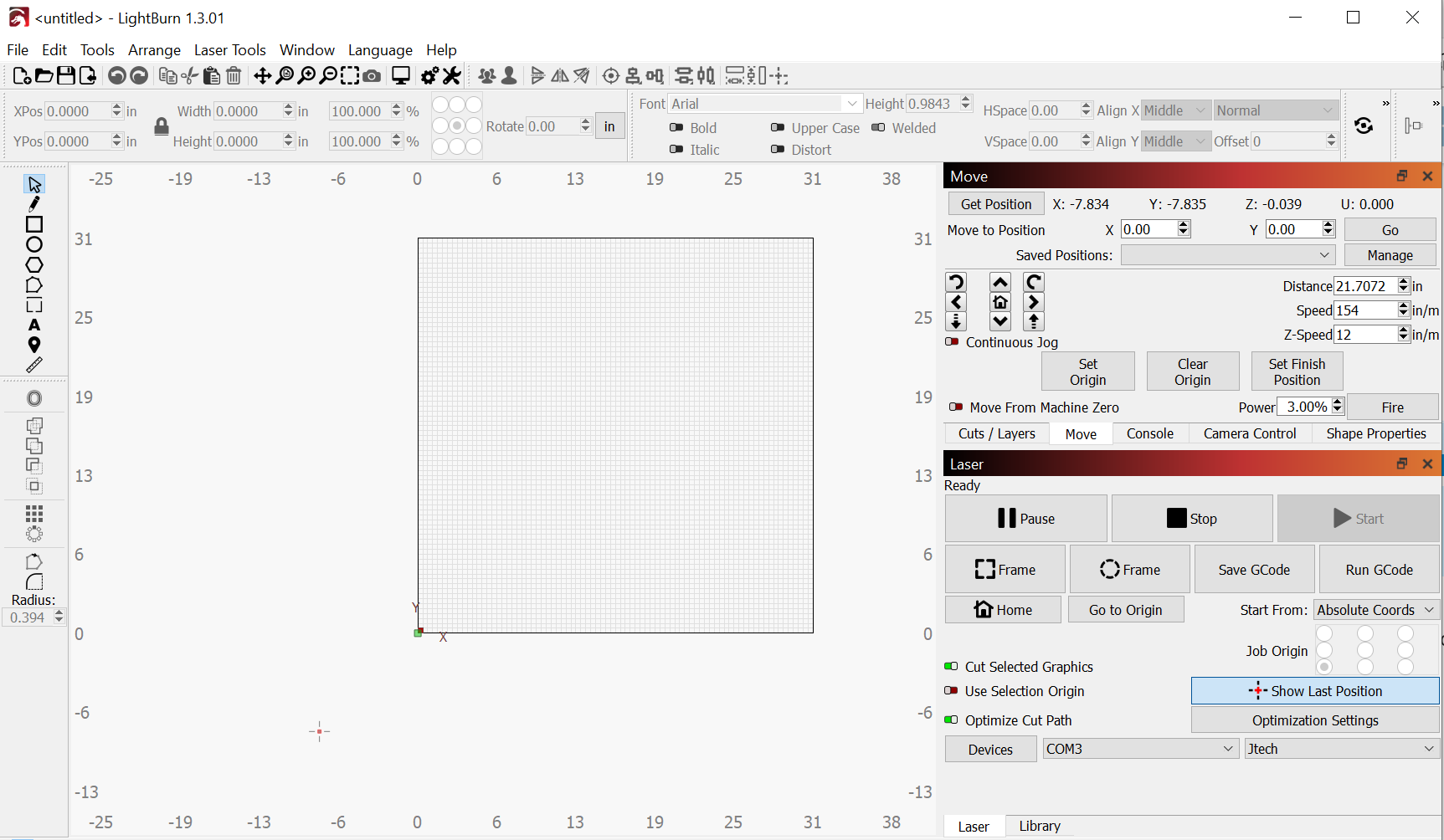
Then I start a job and as soon as i pause and stop it i will set it to it go to move to X and y to 0 to have my laser move back to my home position and it will only move about halfway between the center of the board and home position before it stops and shows the get position as x 0.00 and Y 0.00 even though it is still about 4 inches away from home in both the X and Y axis. Here is a pic of the get position after the laser moves to position x0 y0
And this is what i get when i enter $#:
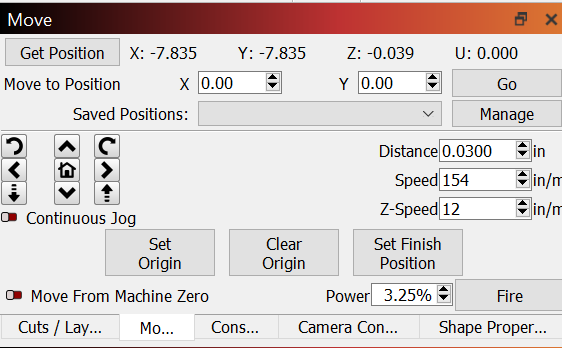
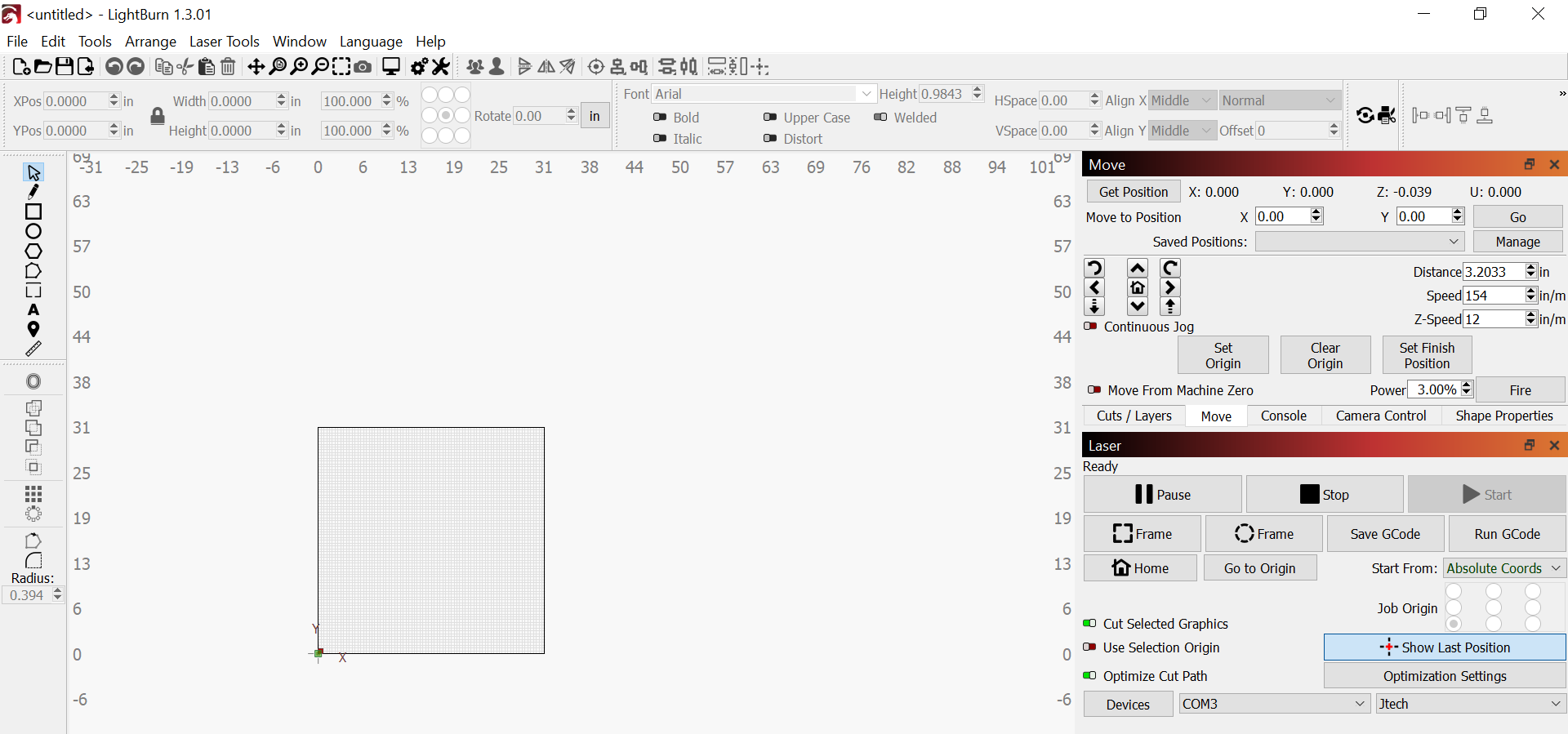
Then i will home the machine to the bottom left corner where my homing switches are
and i click get position i get this for my X and Y location.
And the response for $# is:
<Idle|WPos:-199.000,-199.003,-1.000|FS:0,0>
ok
$#
[G54:0.000,0.000,0.000]
[G55:0.000,0.000,0.000]
[G56:0.000,0.000,0.000]
[G57:0.000,0.000,0.000]
[G58:0.000,0.000,0.000]
[G59:0.000,0.000,0.000]
[G28:0.000,0.000,0.000]
[G30:0.000,0.000,0.000]
[G92:0.000,0.000,0.000]
[TLO:0.000]
[PRB:0.000,0.000,0.000:0]
ok
Then i will enter G92 X0 Y0 Z0 to set my home back to 0 so i can start the job again. If i do not stop the job it will return to its original home position as it should and i am using absolute coordinates. I was reading this post: I cant seem to change my G92 setting - LightBurn Software Questions [OFFICIAL] - LightBurn Software Forum
and this seems to be almost the same problem that i am having however this i have only been using Lightburn for one week.
I suspect the reason you’re getting this behavior is because you’re hitting the Stop button. Stop is an alarm condition and position is no longer guaranteed which is why you need to reset origin.
You may be able to avoid this by first pausing, then stopping. Depending on firmware, that might prevent the alarm condition and allow steps to be preserved.
Thanks for the insight! I should have clarified i pause it every time before i click stop. The only reason i have been pausing and then stopping in the middle of a job is i am trying to dial my settings in for lasering an image and i don’t want to waste allot of material by running the entire job. So, i will just crop the image i am trying to burn rather than pause and stop each time. Thank you again for the help as i am new to using Lightburn.
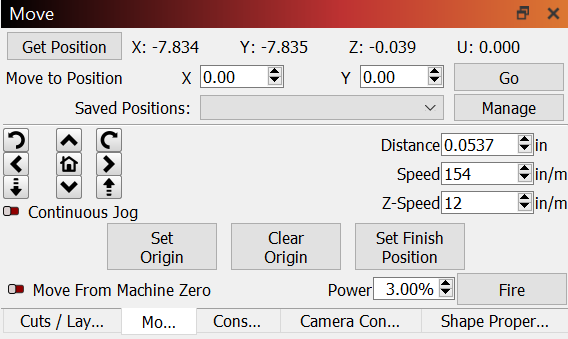
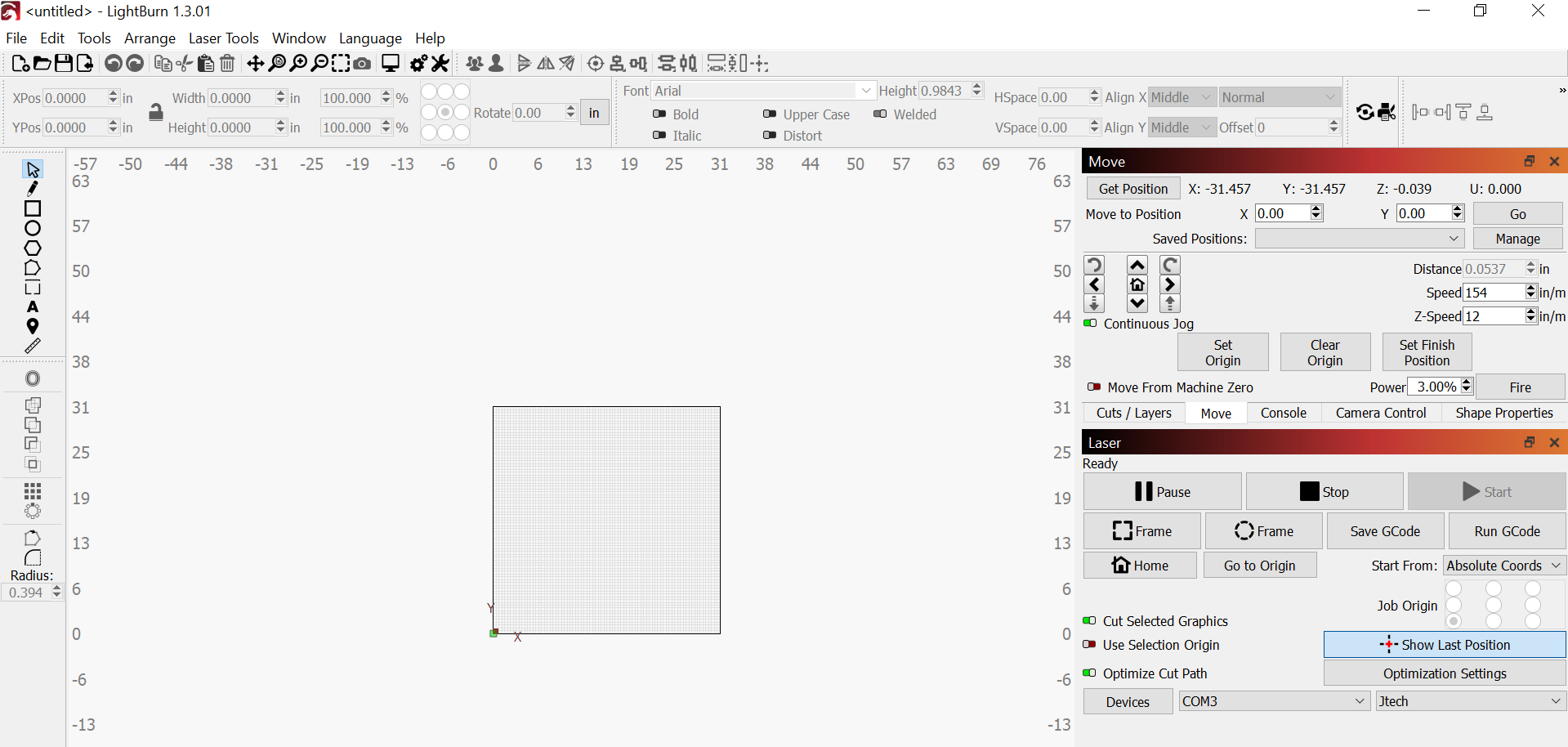
Sorry for the slow response back, i have followed the steps you listed multiple times and it will not return to the home position of the machine it will always go back to the center of the machine. when i pres the home button in lightburn and it goes through its homing cycle home is listed as:
If i enter: $H
G92 X0 Y0 Z0
home is then listed as:
The only reason im using G92 is that is was the Jtech instructions stated to setup as a macro in lightburn for homing the machine. I would like 0,0 to be lower left frame. Here is the output for $# ?
I just attempted a job and paused mid job then stopped and returned to xo yo and everything worked as it should. I believe it is working properly now and i will let you know if i run into any further issues. Thank you again for all of your help!