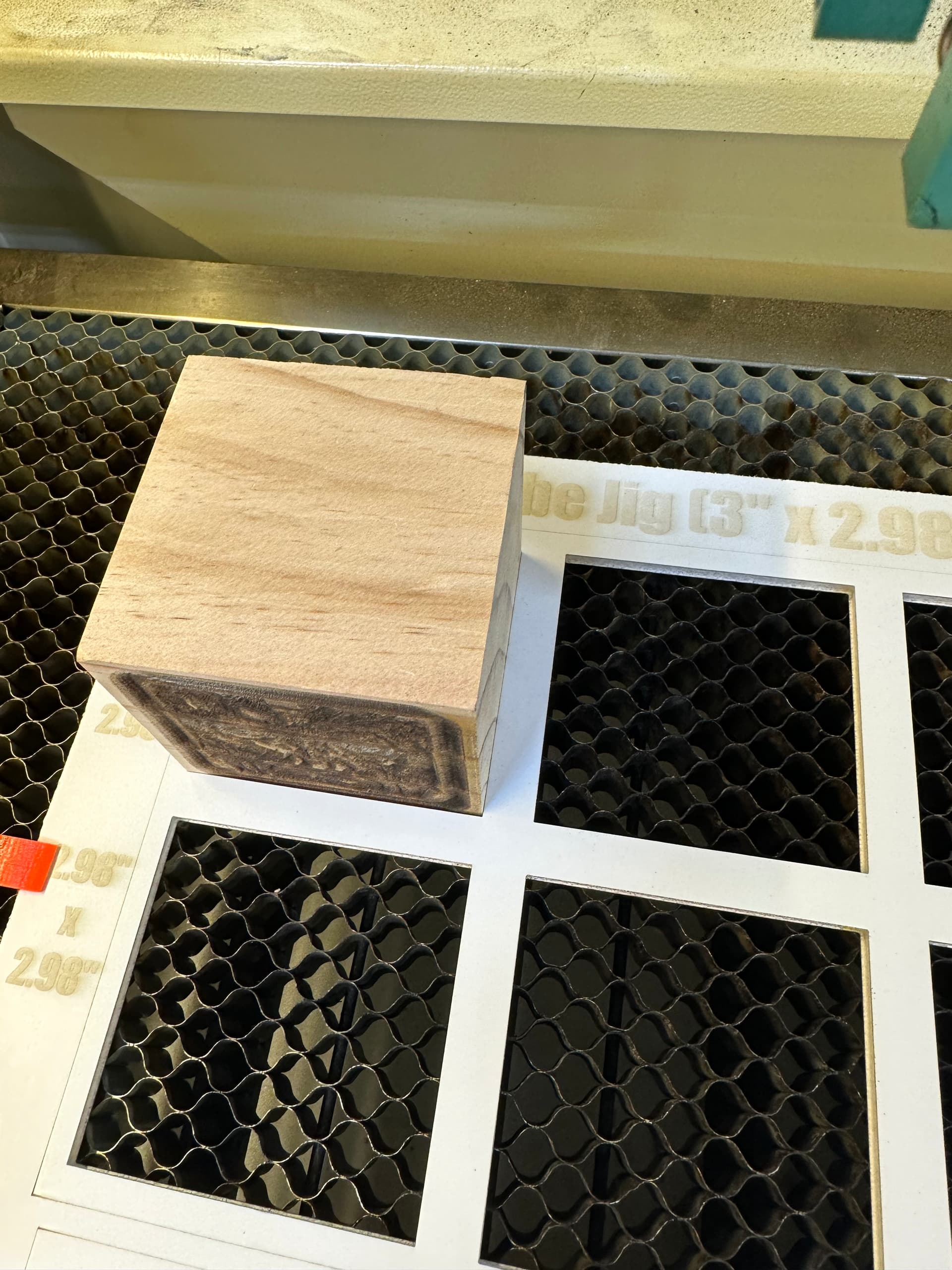
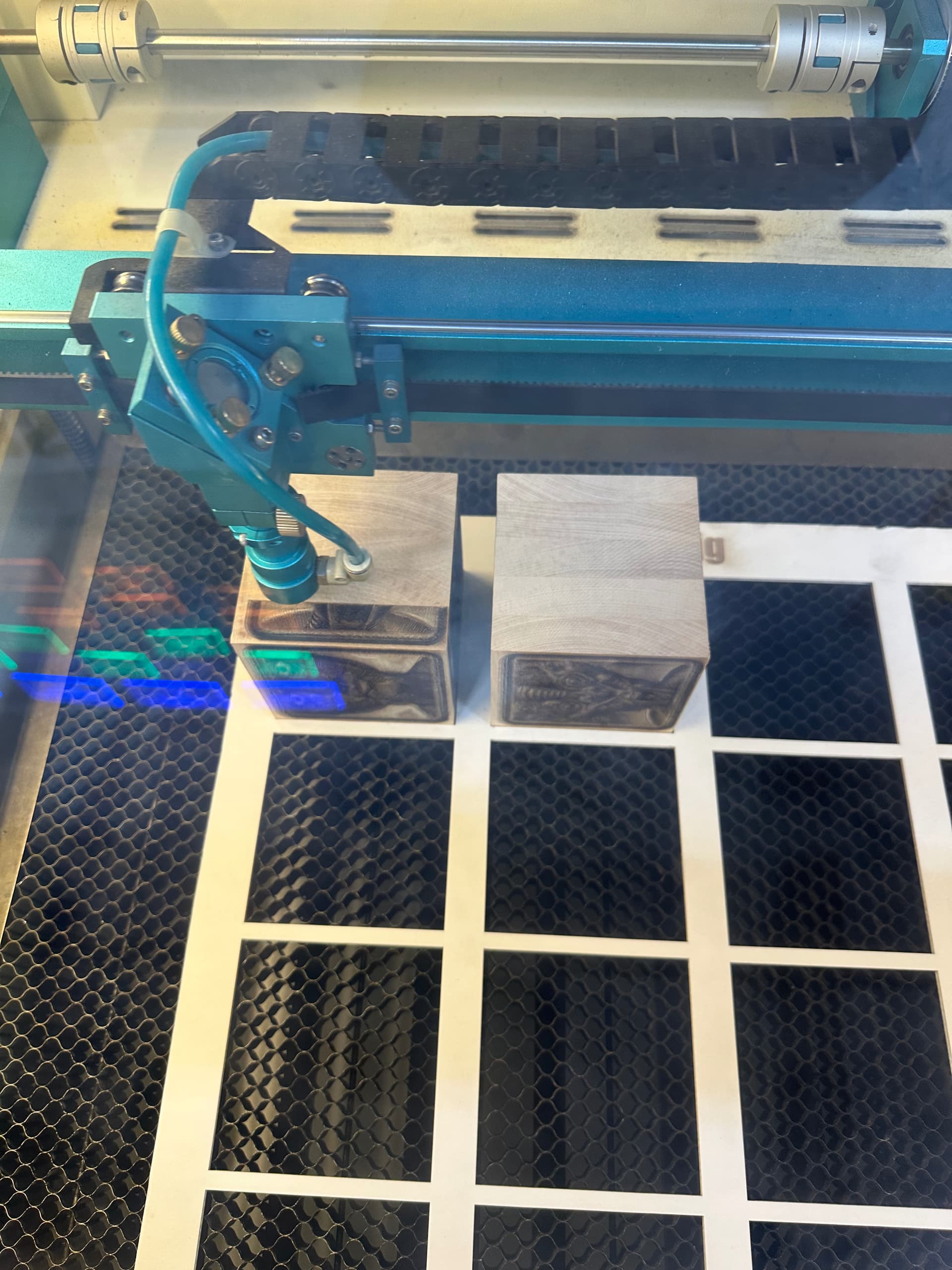
I am cutting relief engraving into each face of cubes. I am having issues with Lightburn messing up the alignment.
I was running into this issue with a jig I made previously, so in the process of trying to debug the issue I have created a new jig. To do this, I created alignment marks in each corner and verified the position was as expected. I then used print-and-cut alignment with the marks in order to align the board. Once aligned, I cut all of the jig positions.
Without resetting any settings, I proceeded to test a cube. This means: Lightburn has exactly the same alignment as when it cut the jig. There should be zero reason that pieces aligned in Lightburn do not line up with the jig, as alignment has not changed.
The result is that each side of the cube has a different alignment.
The cubes have been verified to fit the jig perfectly.
4/6 sides are exactly the same size. The other 2/6 are the same size. The jig has corresponding places for each size.
All 4 of the 4/6 sides have different resulting alignment.
Each of the 2 2/6 sides have different resulting alignment.
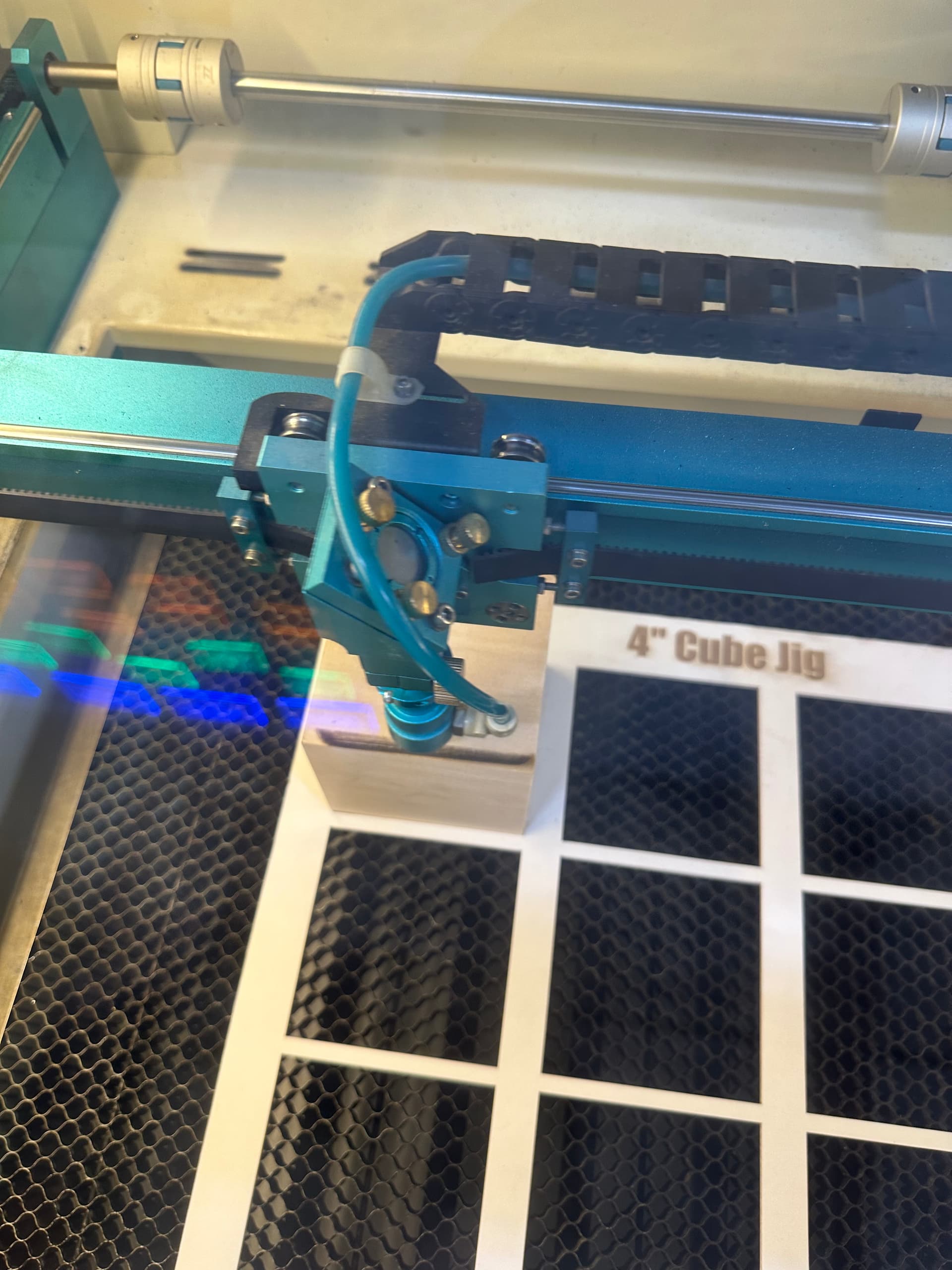
I would want to frame the block again at the high position to verify the alignment before the final burn, just in case the block wasn’t where expected at that high point. How many of these do you need to make? Perhaps the jig could be setup higher so it cradles the block nearer to the height of the engraving?
One of the little tests I use at machines to check if Z axis and the beam from the last mirror is perpendicular, is to burn a pin hole at focus distance, and then lower Z by about an inch or so and fire again, and check if the pin hole is still at the centre of the large burn spot.
Wooden blocks could be out by a few mm at the top for a number of reasons including the honey comb surface being less than perfectly flat at the bottom.
You may also want to verify your engraving is in alignment to your cut vectors, by running a test job with a square line at the perimeter, in rare cases there can be a mismatch which can be corrected using the ‘Initial Offset’ value in a scanning offset calibration.
I went back and very carefully remeasured all dimensions of the jig including the alignment targets, which resulted in tiny changes. The alignment targets were in the correct position, but the squares for the cubes were apparently .05" too small. The left margin was too big by around the same amount.
I take it that this corresponds to kerf. That makes sense, except that my tests for kerf on foam board were unable to measure an appreciable difference. When I cut the jig, I set kerf inset to .09mm. I’m not sure what the proper kerf would be with foam board. I think this may be because it is difficult to measure since it compresses fairly easily.
The oddity is that instead of reflecting these inaccuracies in measurement (which should have produced a tiny offset), something about print and cut seems to get entirely confused (probably because it was given an impossible geometry that it cannot reconcile perfectly). At this point, it seems that what print and cut decides to do is not consistent. I am not clear what would cause the inconsistency, since all the input images are the same size (and none of them have a unique white border that would map to zero power where others don’t). But in the case where the layout doesn’t work, the resulting image position seems to float. I tried to determine if it would float for the same image layer over multiple times, and did not see this, but I’m not sure if that might simply be due to caching of the calculation.
So something about the different layers/images in the stack on the same position in the layout results in the positioning of the image changing (not simply being consistently out of place).
Since I redid all of the measurements, I have only seen an off-center error once, and I believe that was due to the block and not the same problem.
@NicholasL suggested several diagnostic steps, none of which you have responded to, so the “bug” could reside in LightBurn, the laser hardware, your technique, or elsewhere.
If you are aligning with the red-dot laser make sure the red dot is perfectly centred to the actual laser burn spot.
For the target positions choose targets that are far away from each other like the top left and then bottom right, with no scaling.
Actually, for your particular job, you might find it is quicker and more accurate to use masking tape and just mark the corners of the jig onto the tape, and use those marks as a guide to position the jig - to align the jig with the work (instead of Print and Cut which aligns the work to the jig). With Print and Cut, jogging the machine and lining the machine up with the targets can be a pain especially if you have to go into the Ruida menu and slow the speed down.
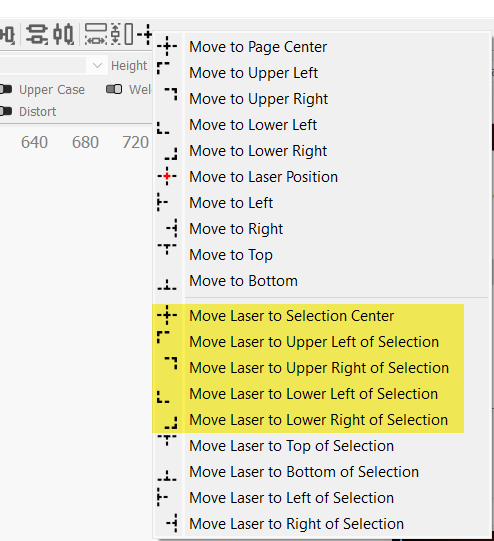
If you line the jig up with tape then you can also make use of these move tools to spot check positions of individual parts of job if you wanted;
How did I not respond to the diagnostic steps? I identified the source of the variation and verified that correcting it resolved the alignment issues. What remains to be considered is why / how Lightburn inconsistently misaligns in this situation, and how to make such a situation fail more gracefully.
I appreciate you pointing out the contextual move tools.
I have verified that the red dot pointer is aligned.
For alignment positions, I use targets that are inset from opposite corners.
I verify exact alignment with target positions extremely carefully.
The situation here seems to arise from how Lightburn resolves geometries that do not resolve properly onto the target points as mapped (for example, square cutouts that are sized/spaced slightly differently than Lightburn has been told— on the order of mm such as resulting from ignorance of kerf differences). It seems to try its best, but when it doesn’t work out properly something seems to happen that causes inconsistent best-guess behavior.
To be clear: I understand that this situation is effectively a result of user-error, but it is a type of error that can easily occur and that ought to be handled, at least in part, by alerting the user to the problem; secondarily, the goal ought to be to fail as gracefully and consistently as possible, so that differences in actual vs expected layout can be more easily diagnosed.
Ok, so what you are requesting is that if the user selects targets, with no scaling, you would like LightBurn to warn the user if the measurement between the targets (as determined by the machine positions) is different by more than a certain margin of error to the distance as determined by the drawing?
I haven’t really tried purposely forcing a large margin of user error to see how the developers chose to handle that…I suspect LightBurn would just centre the output between the targets, without any alerts, but I can find that out.
Since you were worried about LightBurn possibly having a bug relating to the geometry transformations with Print and Cut, I made a test in v1.4.00 with a simple job with fill boxes in the corners to test if the engravings were translated in relative alignment with the rest of the cut lines, and I did not notice any problems with the output.
I continue to try to think through the possible logic and am having trouble explaining what was happening.
To summarize: I marked alignment targets, aligned print and cut to them, cut the jig, then with the same alignment attempted to use the jig.
The result was 1. alignment problems 2. that were not consistent across multiple cube faces cut in the same jig position.
In other words, turning the cube (with verified corresponding dimensions and angles) to the next face without moving the jig or changing alignment resulted in the image for each face (of the same dimensions, aligned by target tool and grouped) having a different displacement across the cube face. Some were close to the bottom, some close to the top, some more to the left or right. This is with the same alignment for print and cut with the same jig in the same position (held down firmly both by magnets and additional tabs).
The red dot alignment was verified. Cube dimensions were verified for each cube and for each face of each cube. Cube alignment vs. jig is tight (see photos above).
I can accept that some misalignment might result from jig cutting to use because of kerf, but if that is the case I would expect it to be consistent across each face of the cube when cut in the same jig position.
Any ideas what might result in such behavior? My previous descriptions were attempts to grasp at possible logic, but I’m not sure what is actually going on.
The only thing I do know is that when I very carefully re-measured the actual resulting jig and then corrected the corresponding layout in Lightburn (from the layout that was used to cut the jig), alignment problems went away (both displacement and inconsistencies in the displacement).