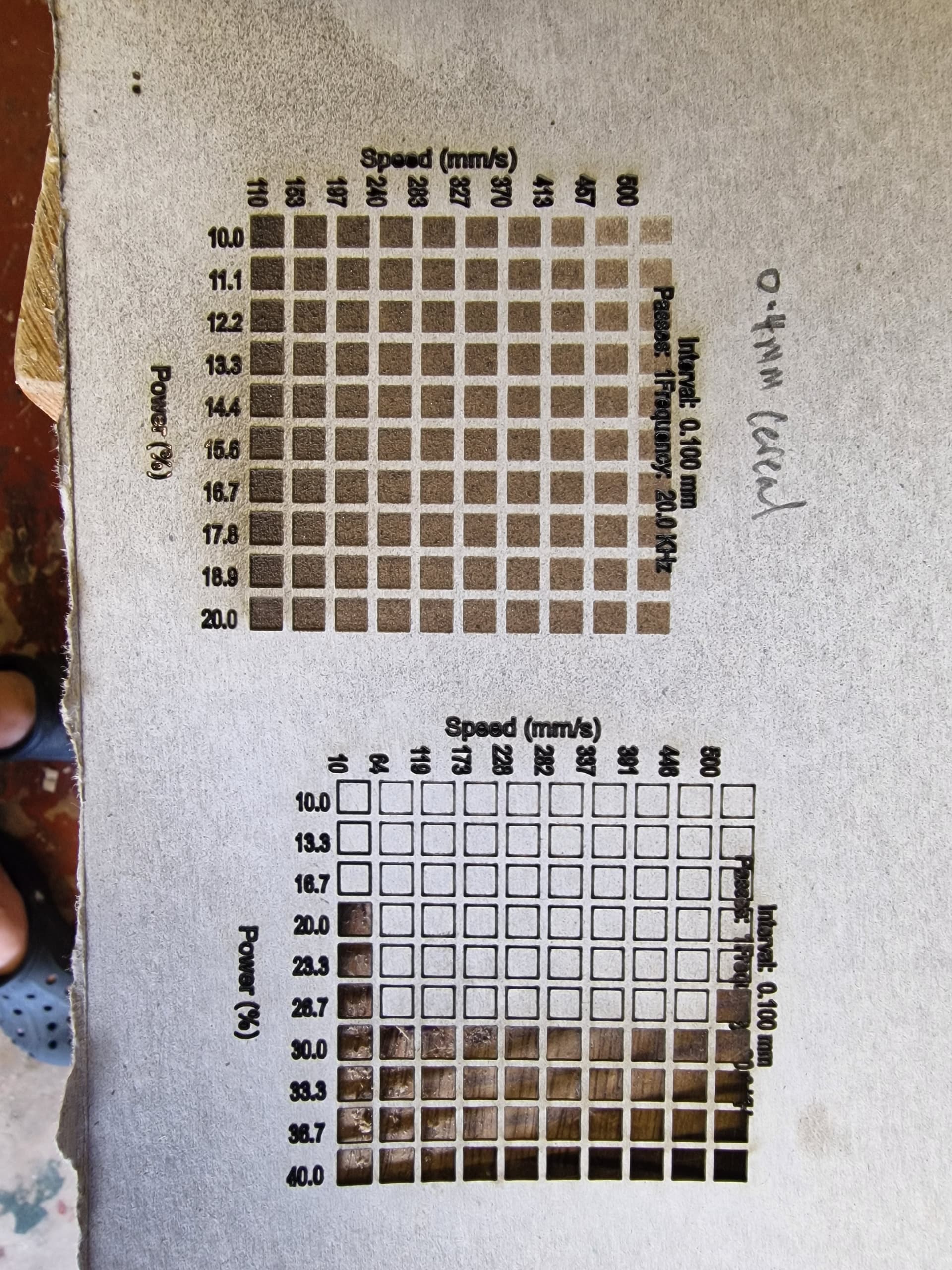
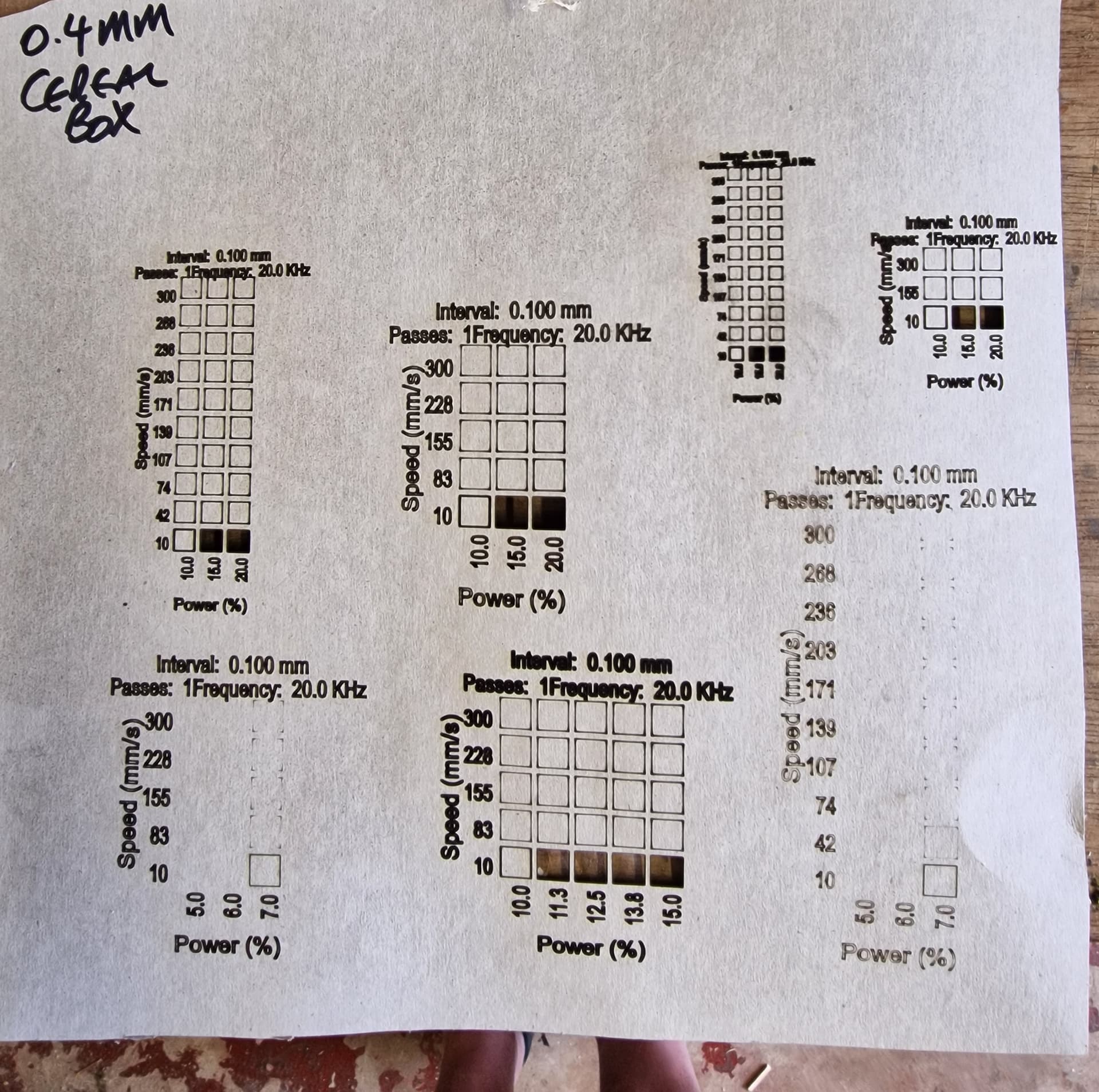
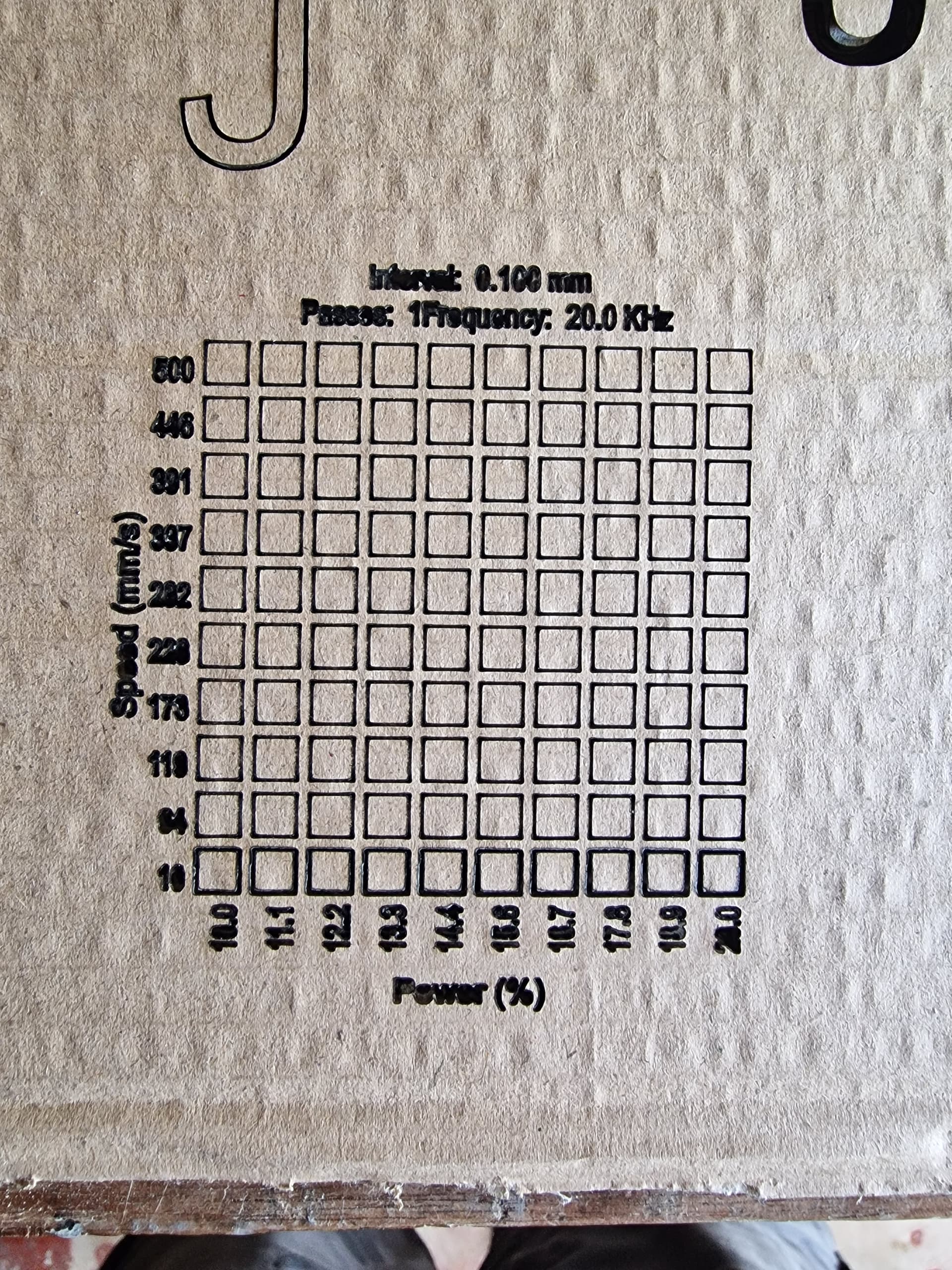
I used the materials test functionality today and im seeing what appears to be a bug. Everything burns as expected but i find that the numbers of the speed grid axis dont line up like the power ones do. Please look at the photos for a better visual explanation.
Has anyone seen this issue. All other jobs run as expected.
This indicates the X axis is moving faster or accelerating harder than the motors can handle and is losing its position.
Because the smaller movements look OK (*), you may be able to work around this by lowering (what’s usually called) the Idle speed in Edit → Machine Settings → Vendor Settings.
However, the proper fix is to lower the maximum speed allowed for the X axis (same settings, X Axis section) to maybe half of what it is now, so that you cannot command a motion that the machine cannot handle. If that works, then creep back up 10% at a time until it fails again, back off 20% and call it done.
(*) Smaller movements never reach the maximum speed, so it doesn’t apply. Moves between separate sections of the design travel at top speed, where it can’t keep up.
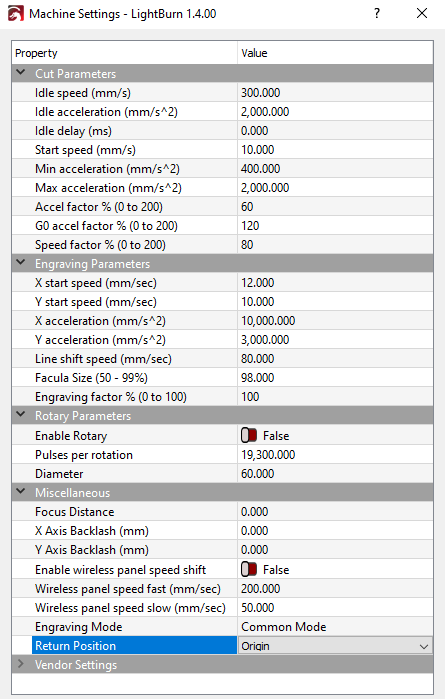
I have had a quick look at my settings and the speed for the x is max 500 mm/s and the y was 400. I’ve tried them at 400 but it didn’t make any difference. 500 doesn’t seem extreme and no other jobs have positioned anything wrong. It’s weird that all of the boxes are aligned perfectly. It’s like the text size is too big to fit all of the boxes of the grid. Can I ask why it is the x and not the y that is the issue?
Another piece of the puzzle is acceleration, which my machine has at X=5000 mm/s² and Y=2000 mm/s², with an overall Idle acceleration of 1500 mm/s². If yours is significantly higher, crank it down to see if things improve.
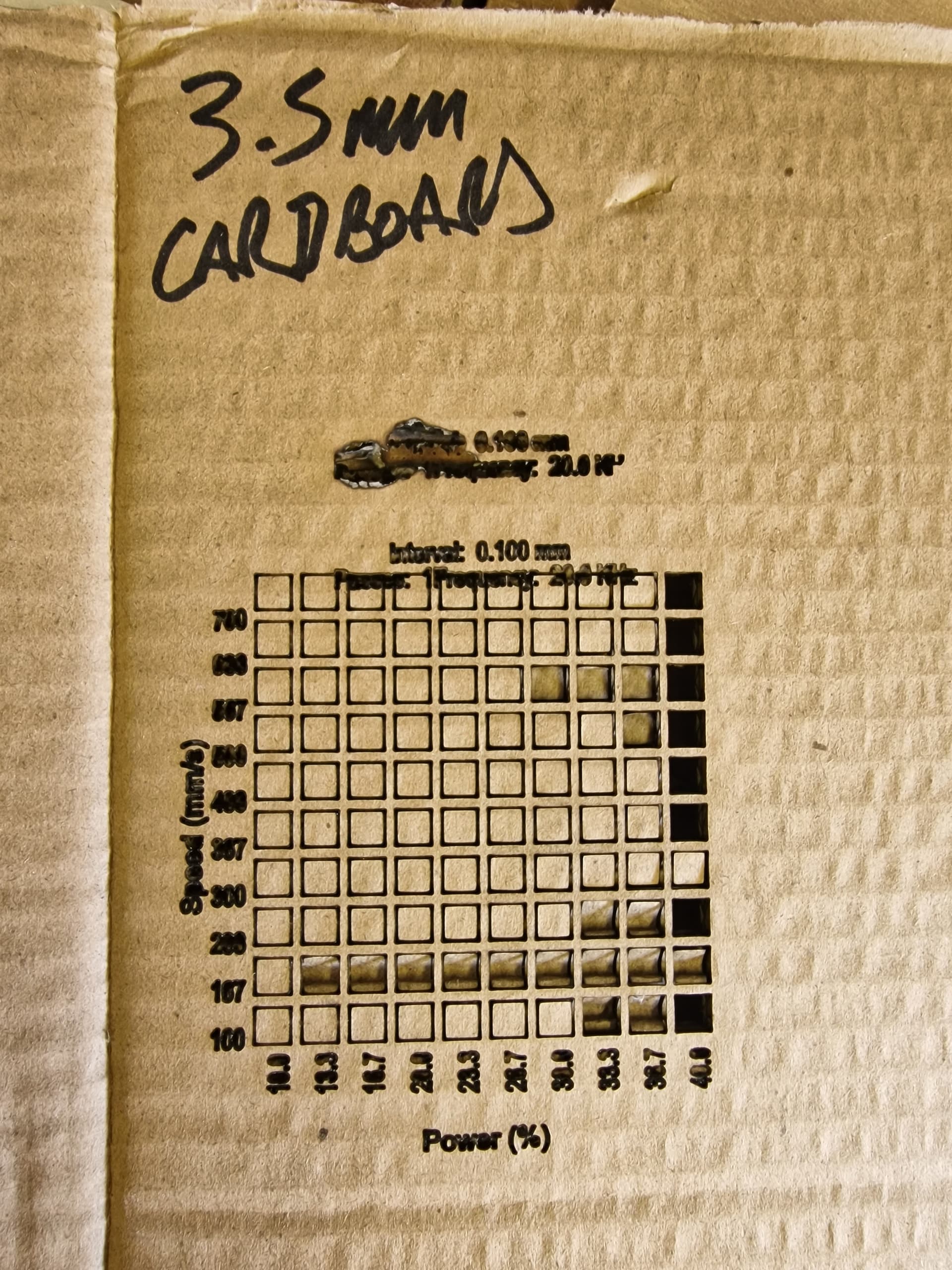
The misalignment of the vertical text on the far right says it’s problem with lost motion, not spacing.
That controls the while-burning speed, not the between-shapes speed with the laser off where the controller’s curiously named Idle settings apply.
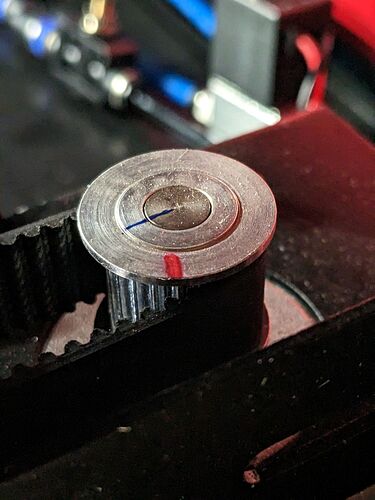
It is possible, although unlikely, that the X axis drive has a loose motor pulley. The ones in my OMTech are press-fit and highly unlikely to work loose:
But we have seen a hack-job direct from the OEM with a quarter-inch pulley on a 6 mm shaft sporting a loose clamp screw:
I’d expect that to also show up in the smaller motions, which is why it hasn’t come up yet, but take a look inside to verify everything is snugged in place.
So i cant see anything that is loose. I seriously reduced all speeds to about a quarter of what they were…less than yours and the result of the material test remains the same.
Question…
If i manually made a grid and positioned the text like the test image would i be wrong to expect the same results if there was an issue with the hardware?
They are off by the same amount, which suggests a single loss of position prior to doing both of them, after drawing the Power Scale text.
Are you changing those in the controller settings? What are the X and Idle speeds now?
Have you reduced the acceleration values? What are the X and Idle accelerations now?
Changing the layer speeds in LightBurn will have no effect on the results, because the problem occurs when the laser head travels between two places; AFAIK, LightBurn has no control over that speed in Ruida controllers.
If you change everything, then the results will certainly be different.
How the results differ depends on what’s going on in the machine, which is what we’re trying to find out. Right now you have a good, repeatable, failing testcase, so work with that.
What i did was go to machine settings. Read from the controller - edited it and the wrote it back. I backed up my original settings so i could revert back after i had mashed them. Would it help if i took screen shots of the original settings? I never saved the edited version after it didnt work. Or send the config file?
One observation from running the test is that the machine burns the text much quicker than when it comes to doing the squares. How do i slow the text burn?
Hi i restored my settings this morning and ran a few tests. All i changed were settings within the material test program…with interesting results.
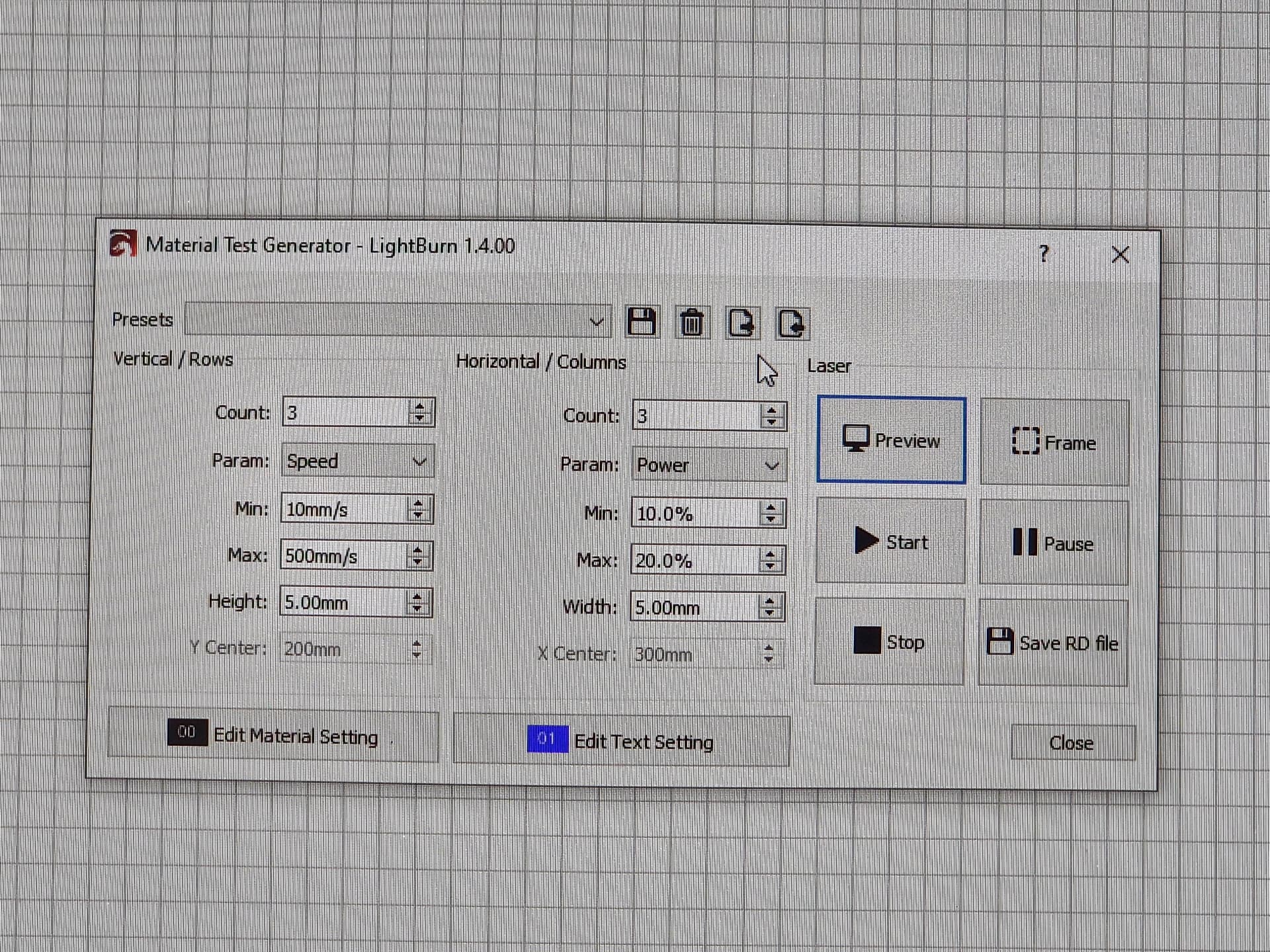
If i make the box size 7mm rather than 5mm the issue appears to be gone.
If i reduced the amount of lines of speed to 5 the issue appears to be gone.
If i reduce the size of the box to 3mm it appears that there is a discrepancy in the scaling of the text and boxes. Even in the preview you can see it.
I notice that the text overlaps.
So if i choose a 7mm 5 by 5 grid the problem appears to be gone.
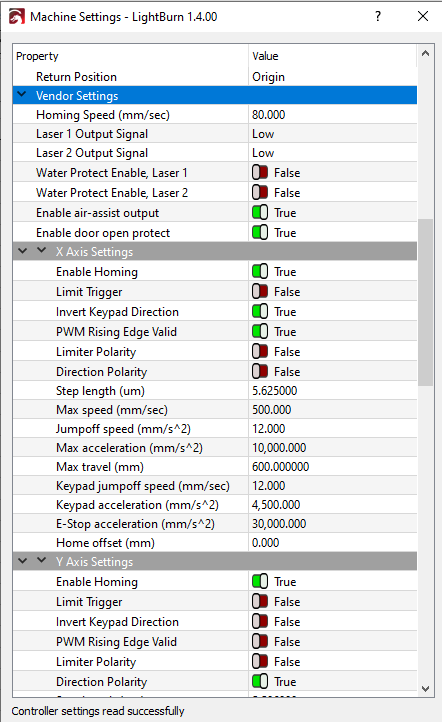
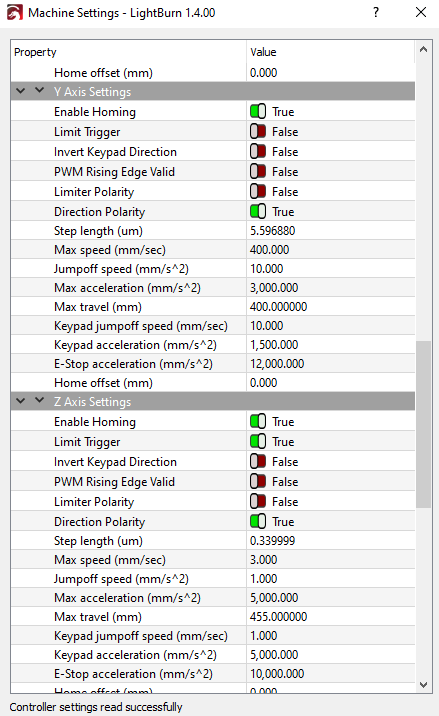
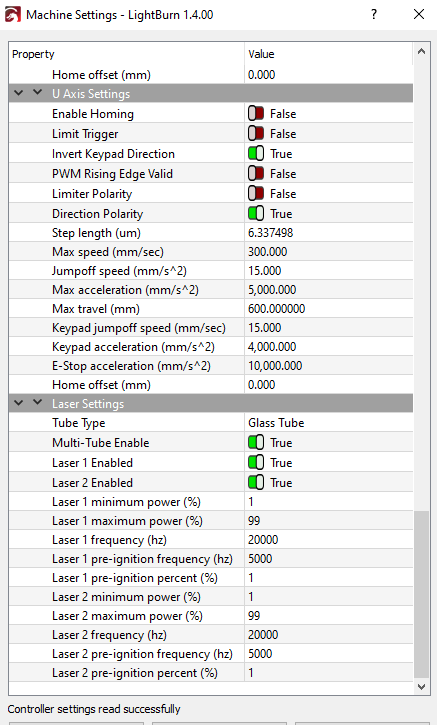
The screenshots show the X axis acceleration at 10,000 mm/s², which is likely pushing things off the rails. Drop that by a factor of two and see if the original problem improves.
PWM Rising Edge Valid is True for the X axis and False for the Y axis (and Z and U). One of those is almost certainly wrong and, seeing as how you’re having trouble with X axis, flip that one.
Water Protect is turned off, which is a recipe for disaster unless the water flow sensor is wired to the HV power supply.
If the layout is wrong, it never gets better. Figure out what’s wrong with the layout and fix that.
These settings came like this straight from the factory in the UK. I’ve not changd anything.
I will try the settings in the morning and let you know.
The Layout in the Preview - I cannot see how the user can influence that. However, I have noticed that the layout spacing and text size changes with parameter changes. The software allows you to be able to chose parameters - why would it allow parameters that are not feasible? All you can change are min/max and the size of the boxes. I am curious as to why the software displays overlapping graphics and doesn’t take all of that stuff into consideration and keep spacing consistent. This is why I believed it wasn’t a hardware issue.
All of us have a strange belief that the original setup is correct, despite considerable evidence to the contrary. AFAICT, there’s entirely too much cargo-cult behavior and not enough testing in the manufacturer’s production process.
For example:
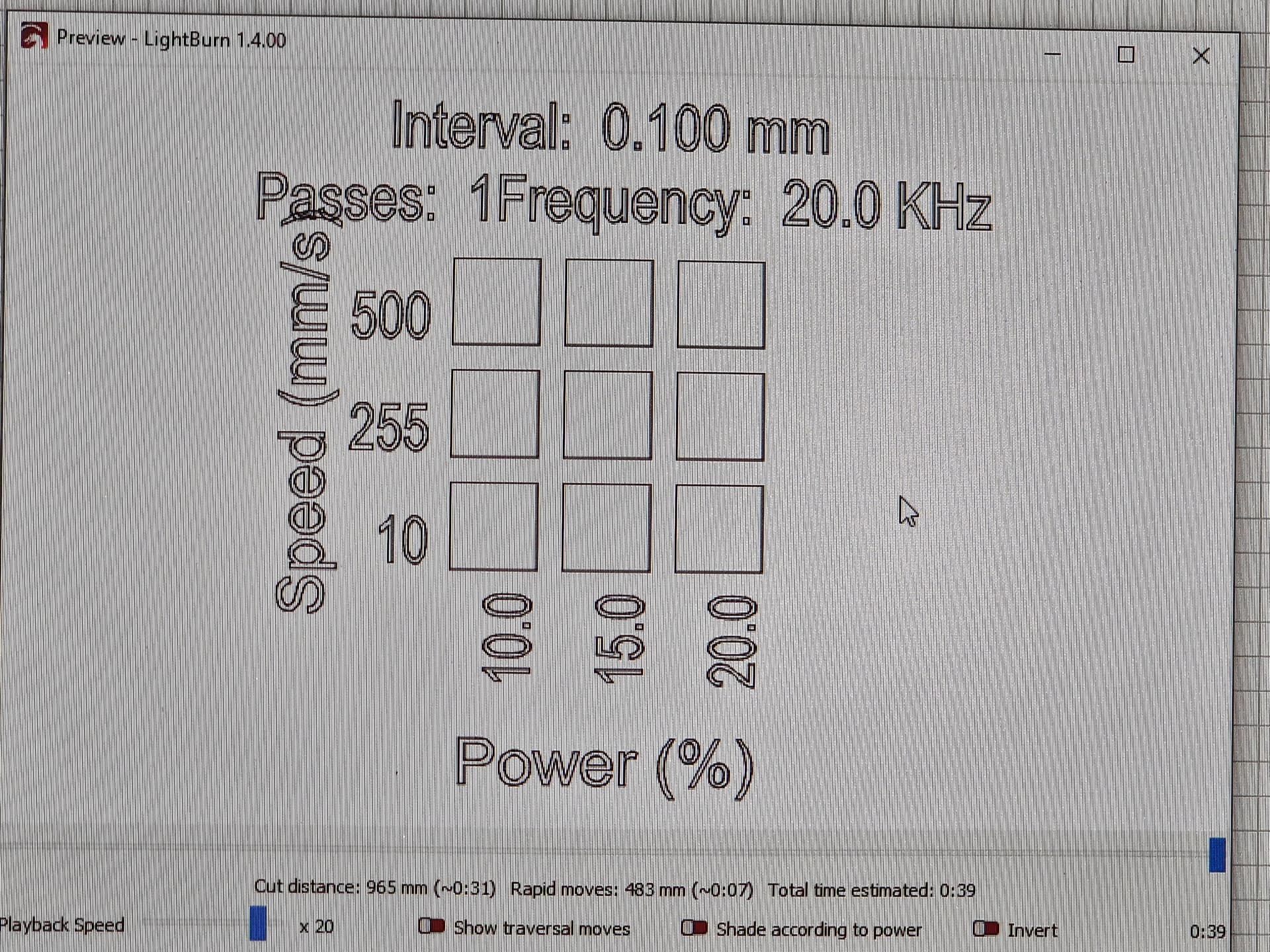
The preview shows you what the paths will look like when lasered, so when you see something you don’t expect, it’s in the design, not the laser machinery.
If your machine settings claim it can accelerate at 10,000 mm/s², but it can only handle half that, LightBurn must use the configuration setting, because it has no idea of what’s actually feasible.
You’re responsible for configuring the machine and defining what’s feasible, so … LightBurn attempts to do whatever you ask.
Absent any other information, the Preview window displays exactly what your design calls for, because that’s what it does for a living.
Perhaps if you upload the offending *.lbrn2 files with screenshots of what you’re seeing in their Preview windows and photos of the corresponding results, folks around here can dig deeper into the layout.
Based only on what you’ve shown so far, however, the machine has configuration problems.
I totally take on board what you are saying. I guess i believed that as this machine wasnt a chinese import then they would have set it up better. I am willing to accept that i may be mistaken. I try your suggestions tomorrow.
I think you misunderstood one point i was making about the layout preview. I probably confused you. Basically i meant that i would have expected the spacings for the text to automatically adjust to maintain the correct layout no matter what parameters i entered. From my testing altering the number of steps for speed or size of boxes caused the text to overlap, shrink in size. It should just accommodate the overall size of the grid. E.g. if you resized a graphic using the handles we are used to things resizing proportionally. Im struggling to see how this is related to my machine settings. Hopefully with a bit more testing i will find out. We all live and learn.
I found that turning off Pwm rising on x made squares skew on 0 deg engraving.
So i tried 90 engraves and the square skewed. I therefore changed both to pwm rising to on and the skewing went away.
I then re-ran the lightburn built in material test and the results were as they should be.
However, now that the burns were acceptable i changed some of the parameters. As i explained earlier im still convinced that the software needs tweaking as the text does overlap.
I think it would be great if the program allowed you to either add padding, or text size or have a button that creates the material test using the parameters as a workfile. The user could then edit stuff before burning.
As your help has definitely helped me isolate the issues id like to say im very grateful for your time.
Now you can restore all the speed & acceleration settings to their original values, then verify the laser works as it should.
Aaaand we can hammer another nail in the coffin of the “Surely they set it up right!” concept.
However, finding that problem required poring over all the settings, which only appeared after trying all the common gotchas and assuming the other settings were correct.
All along, I assumed you were kvetching about your designs & layouts, not the Material Test.
Agreed: you can deliberately choose parameters that wreck the Material Test formatting. AFAICT, the test is intended to include a fair number of both speed and power settings producing blocks large enough to see the results, rather than produce tiny works of art.
Use the test in the spirit intended and pick something else to worry about.
{kind=link}