@LightBurn even better! By all means, steal away. Just want folks to understand it. And @Sasquatch, agreed. Everything I’ve learned has been from Russ’ videos. While I very much appreciate all the testing and experimentation he does to arrive at his conclusions, I wish he had some digest videos that simply explained his findings without necessarily including all of the process. It requires a lot of time investment to watch everything he’s created. An educational series from him is something I’d gladly pay for. One thing he stresses throughout his videos is that your mileage may vary. What he’s giving you are the tools to do your own testing and find a formula that works for your machine, not hard and fast settings
@LightBurn doesn’t seem like I can reply to your FAQ so I’ll include this here…
If you want to know what your dot size is, get a loupe with a graduated scale or a calibration slide such as this…
You can run your very own test as well. Attached is a calibration image I made (copied from Russ) where the bottom line is a series of on/off pixels. Each pixel is .1mm. If you run this test your dither option in LB must be set to passthrough!
![]()
Here’s a picture of that test on a piece of painted ceramic tile…
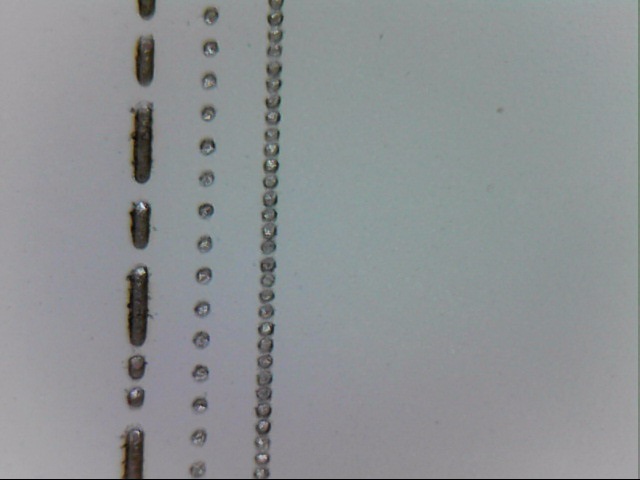
You can see the right/bottom line is the row of on/off .1mm pixels. They aren’t QUITE touching which means each dot is slightly smaller than .2mm in diameter. If those dots were just touching the dots would be .2mm. If there was a dot, a space that would fit another dot but empty, then another dot, etc. then the dots would be right at .1mm.
Here’s the same test on a piece of watercolor card stock…
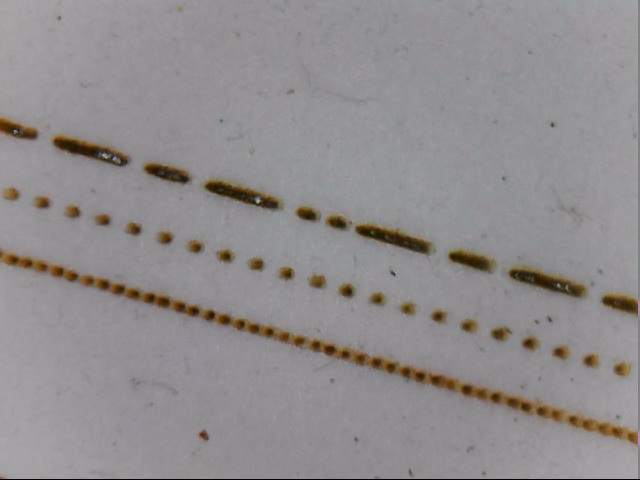
While there is some scorched halo around the dots you can see the dots are much closer to .1mm. You can just about fit another dot between some of them. At the beginning the dots appear to be a little closer together than the middle or end of the line. Most likely because the paper isn’t absolutely flat and the depth of field is just that narrow on this lens setup.
These are both done with the same lens setup. The difference in the dot size is the material and maybe a very slight difference in focus. If I were engraving a picture on both of these materials I’d need to set a different DPI for the card vs the tile even though I’m using the same picture and the same lens.