My machine works well overall. (GRBL 1.1). If I draw a circle, and use the “square frame” option at 50 mms it’s smooth, if I use the “Frame Circle Option” for tracing … it jitters. If I slow the Movement to 20 it’s smooth.
Here is the kicker, when I burn I can run at ANY speed from crawling to maximum and it’s perfect … it’s ONLY when I use the “Circle Frame button” at speeds higher than 30mms.
Cant be, as all of the movement operations circular or square at ANY speed is fine in cut mode. Cut circle movements, should be the same as “Frame” a circle !
If I hover my cursor over Frame - the info box refers me to the jog / position Speed in the Move window. What might that setting be for you?
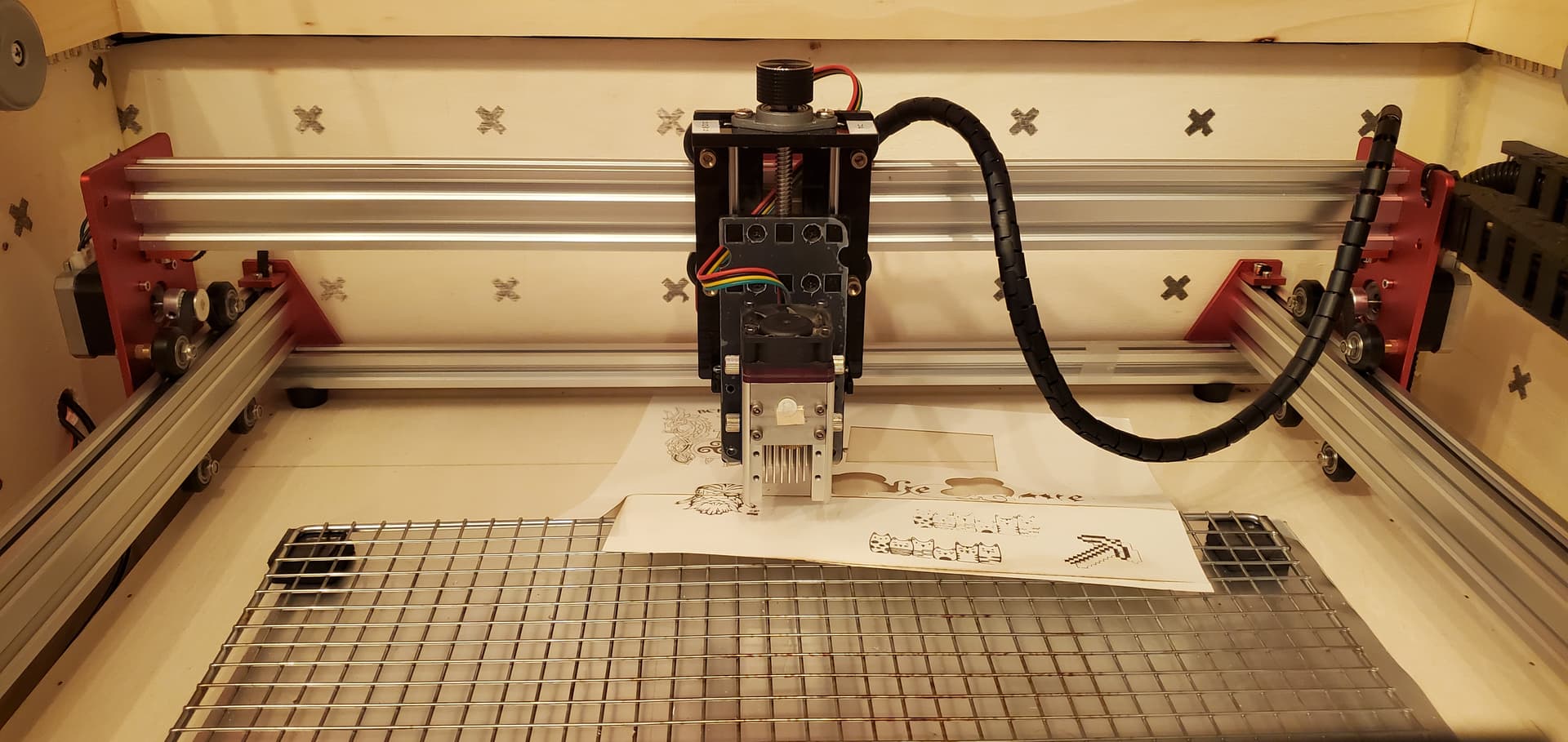
Regardless, 30mm/s is 1800 mm/min and that would be pretty fast for a lead-screw driven machine. What is the Model Number of your 40W Neje Engraver? I want to find a picture of the layout and drive mechanism.
The only hardware related idea i have is the following:
When the machine moves in a square path - only one stepper motor is active at a time - the other stepper is stopped.
When the machine moves in a circular path - only one motor stops briefly to reverse direction while the other is moving at full speed.
At which points (on a compass or clock-face) does the circular path of the machine jitter?
It could be moving in and out of a critical-speed vs vibration problem. Slowing 10% should stop it.
If the circular path jitters at the same distance from each compass point (as the motors are both near 70% of maximum speed) it could be a problem with the power supply.
I’m more inclined to suspect speed settings than anything else.
I have an X, Y1, Y2 setup. I have set Move to 50mm/s and then tried cut at 50mm/s … the cut is smooth the “frame” jitters … just with a circle. Weird !
50mm/s is 3000mm/min My best work happens at 300mm/min or slower. If you try to engrave a circle at 50mm/s you might be above the controller speed limit. Can you engrave a circle at 50mm/s? I think it would be informative to see what happens.
What value might you have in your Machine settings Console for $110, $111, $112 ?
Yes … I have the 40w version which is the dual 7.5w really. I can burn at 50mm/s … those $ values are not supported in my setup. I am quite taken aback by the power of the Neje 40w unit. it does depend on what I am doing … but I do a lot at about 20mm/s at 50-60% power. I’ve managed to cut some 6mm ply’s at 5-10mm/s.
I have it with Ruida controllers too. Circles are fine to cut, but not frame.
I’ve always assumed it is due to the frame being a simplified shape (EG it is converted to lots of straight lines, rather than the exact image). Part of me thinks I’ve seen that somewhere, but it could be my imagination and I’ve just convinced myself of it.
It’s definitely not !, especially since setting a circle and then cutting at the same speed as it frames the circle … the motor instructions are the same … it shouldnt do that.
What I see in settings is a maximum travel speed of 8000mm/min and a selected engrave speed posted (above) at 3000mm/min (50mm/sec).
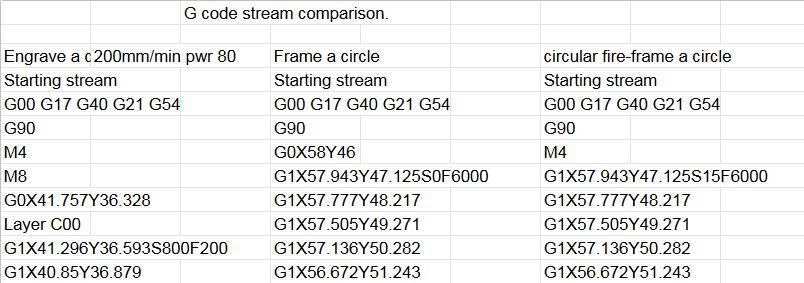
I’m going to engrave a circle, frame a circle, and laser-on-frame a circle and dump the g-code streams from each of the three ‘jobs’ to see which travel modes are applied and if/how accelerations are called.
Although I could be way off in the briar patch, my current line of reasoning is that the difference between the engrave speed and the maximum speed could be causing or calling for the engraver to accelerate and decelerate in some travel modes. I should see different information; move, travel speed, spindle speed (laser output) between the three streams and i should be able to see what’s being commanded.
This will be a weekend project for me. I won’t be able to get to this test today.
If you’re curious and eager to get started, there’s a link below on how to put the console into verbose mode and capture that information: If you make three text files and upload them in a response to the thread you’ll get more eyes on your actual machine output sooner.
I’m super curious as to what’s going on and I hope we can sort this.
So LB doesnt change the resolution of the item during trace framing?
I have hinestly never framed anything that wasnt a circle.
So instead of the circle being 254 dpi. Which would be relitively smooth but take more processing to send the command. The trace framing would send a resolution more like 100dpi or maybe 50. To make it quicker simpler to send. A normal frame i am sure is far more sumple as it is only one motor at a time moving.
mmmmmmmmmmmm that makes sense to me … explains why the actual “circle” cut process is smooth. If it’s acting on the full resolution vs framing acting in some efficient forms that’s causing the jiggles.
M4 turns on the variable power spindle feature it’s in the first and third column only.
roll down to the first line with a G1 operation:
S800 is 80% power (80/1000) s0 is 0% power and S15 is 1.5% power (15/1000)
The number of moves while framing in a circular way are about half as many so the circle the same size but more coarse. The four vertexes are in the exact same places.
Also in that first G1 line are F200 was my feed rate in mm/min but the framing operations were called to feed at F6000. My $110, $111, $112 are set for 800, 800, 600 respectively
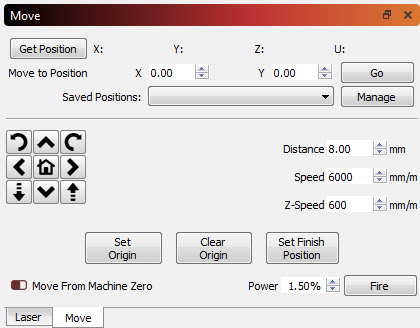
I took a few minutes to look around for the 6000 that the machine used for framing. It’s in none of the machine settings. It is in the Move window.
I wanted to prove that’s where it got the 6000 from so i changed it to a random oddball number 2973
So, my answer based on a quick investigation is that yes, the engrave speed and machine speed limit are both separate from the framing Speed which is equal to the move Speed in the Move window.
I’m going to have to try a series of move operations with a stopwatch to see how fast the controller can operate the stepper motors. I do not believe that my engraver travels that quickly (for framing) as the G-code command asked it to. The GRBL controllers have some kind of upper limit based on hardware limitations in terms of clock-cycles per second.