I recently got my rotary axis setup. Although I ran into a a significant problem with grbl controlling the dedicated A axis (a problem report has been opened), in the meantime of a fix being released, I thought I’d reconfigure my machine to use the rotary with the Y axis driver since this XY config does not exhibit the XA incorrect feedrate bug. Anyway, I spent a day practicing on Yeti tumbler etching. I got a lot of good tips from this thread Painted Tumblers - settings or larger laser?
I’m very pleased with the results. Getting the ablated area to a nice stainless steel sheen without much or any laser tracks and seared in soot was quite the challenge, I had plenty of those test cases as did others in this thread. Usually more power is a good thing. However in this delicate etch, I discovered its just the opposite for ablating powder coat off of stainless steel. Success seems to also be tied to using the right cleaner combo and process after the etch. So here is the formula for all the above…
My laser is a Neje A40640 Dual Diode 15W unit, running on a MillRight Mega V XL, grbl V1.1i controller.
LB layer settings: I settled on two different fill/scan passes, Fill (raster at 0 degrees) followed by a subLayer with an OffsetFill. I found these two patterns tended to cancel each others laser tracks pretty well, and the final loop of each OffsetFill also served as the outline pass to wipe out the raster fuzzy edges in each shape.
So primary layer is Fill at 1000mm/min @ 25% power, 8% overscan for my machine, 254 LPI, 0 deg angle, 1 pass, sharpest focus of beam. (I’ve measured my Neje dot size at 0.1mm at sharpest focus)
subLayer OffsetFill, 1000mm/min @ 20% power, 350 LPI, 1 pass.
Finally I’m using air assist with the laser etch, 25 PSI feeding a 12 ft. 0.25" air line to the laser head.
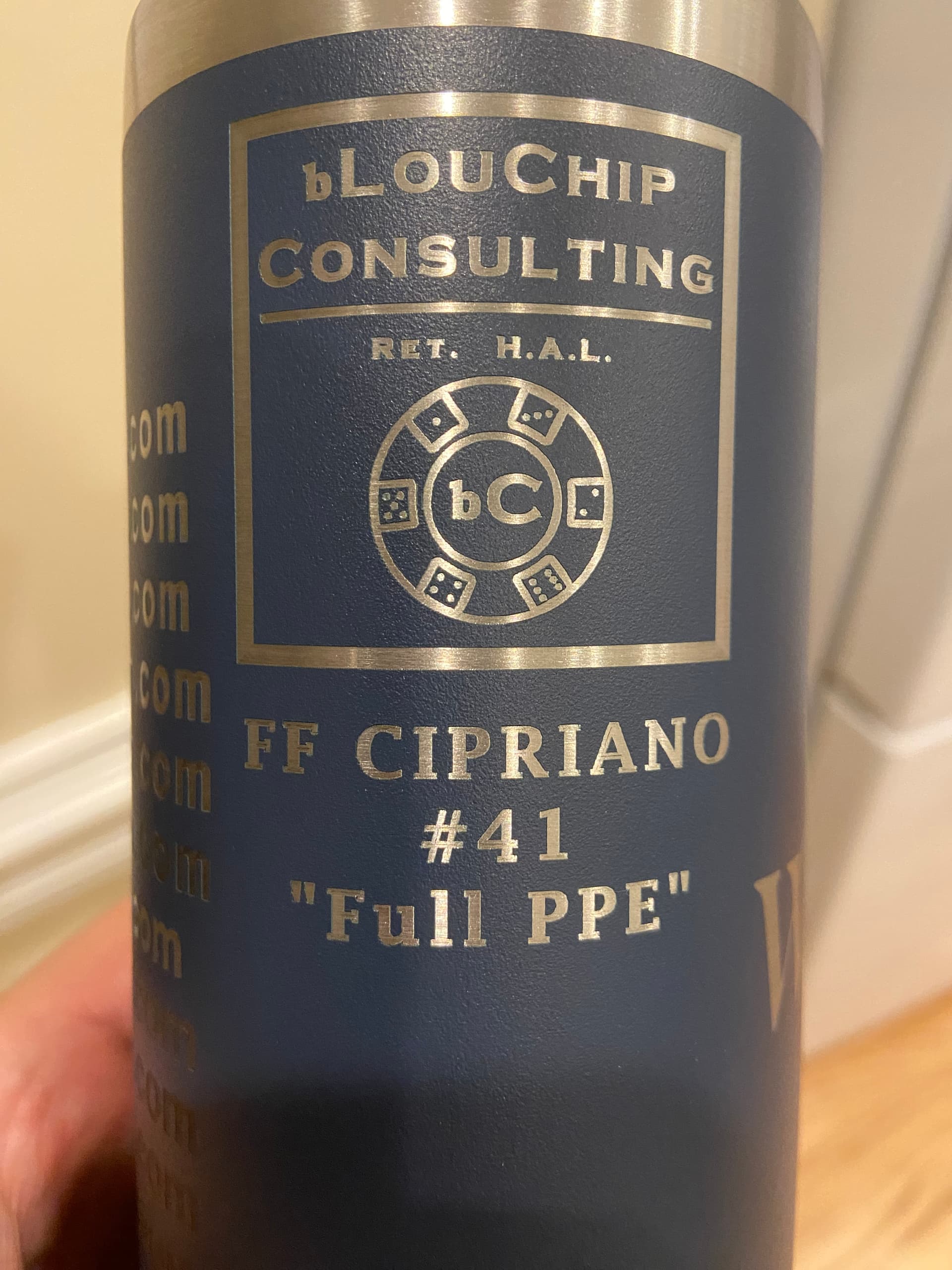
That’s it for the laser etching process. The Yeti comes off the machine with a fair amount of stainless steel sheen prior to cleaning, and all loose ash is already blown away by the air assist.
Cleaning the etch involves a good spritzing of “LA’s Totally Awesome All Purpose Concentrated Cleaner” a dusting of “Bar Keepers Friend All Purpose Powder”, and a Magic Eraser sponge. I apply the liquid cleaner first, then a little powder, and mix it into a pasted with my finger on the tumbler etch area. You can already see the sheen come through. Give the paste a minute or two to do the job, apply more liquid cleaner and powder if necessary, and now polish vigorously at 90 degree strokes with the sponge. Total cleaning time is about 3 minutes, when I see some of the powder coat color begin to mix into the paste then I stop, then rinse with water. Done.
Thanks to all the folks in this and the referenced thread for their tips and insight.