Hi all,
I got my first laser about a month ago, an HL-yeah 1060z, and I just noticed that the parts are a little undersized from actual dimensions. I’m getting things prepared to quickly swap out lenses (1.5"-5"), so I want to get a baseline of actual movement vs requested, so I can measure and adjust for kerf of each lens.
I pulled out the dial indicator and took some measurements. X and Y both off by ~.004" on a 1" move and back lash was .0025" on X and .005" on Y. I made adjustments to the step length, and back lash settings in the Ruida controller, and then retested, and was getting near perfect readings, within .0002".
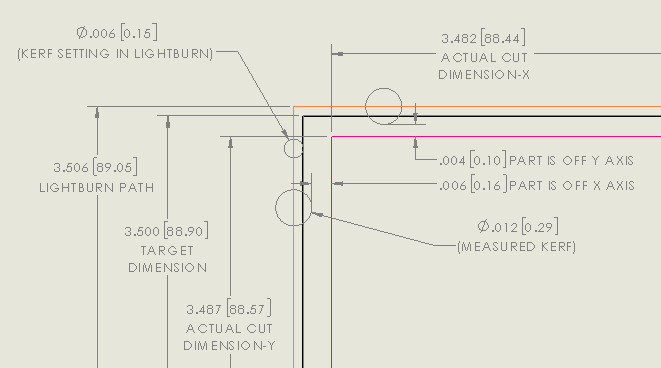
Figuring I was on the right track, I cut another part out with no kerf offset. The results are really confusing me:
Part size in light burn: 3.125" x 3.125"
Measured parts: 3.131" x 3.129"
Ruida display: 3.114" x 3.122" (shows 79.3mm x 79.1mm when cutting outer edges)
The part was set at 0,0 for the starting point, and again, no kerf setting from lightburn.
It seems that there is some compensation going on behind the scenes, but I cannot figure out if it’s in Lightburn, or Ruida. Very odd that X and Y are different as well.
Also, the machine was listed with 0.01mm positional accuracy, but the controller only displays 0.1mm precision. I spent 2 hours last night trying to see what moves are being commanded, but can not seem to figure this out from either Lightburn or Ruida, so the controller display is all I have to go on right now. It seems G-code isn’t used by Ruida, but I’m not 100% on that.
I’m pretty stumped on this one, would really appreciate some help on what steps to take next.
thanks,
Brian