Hello everyone, I am operating Chinese Co2 Laser Engraving ang cutting machine 100W, Board RDC 6442s-b (EC), software RDworks 8.01.31.
The first time i used the laser machine it is actually working fine,
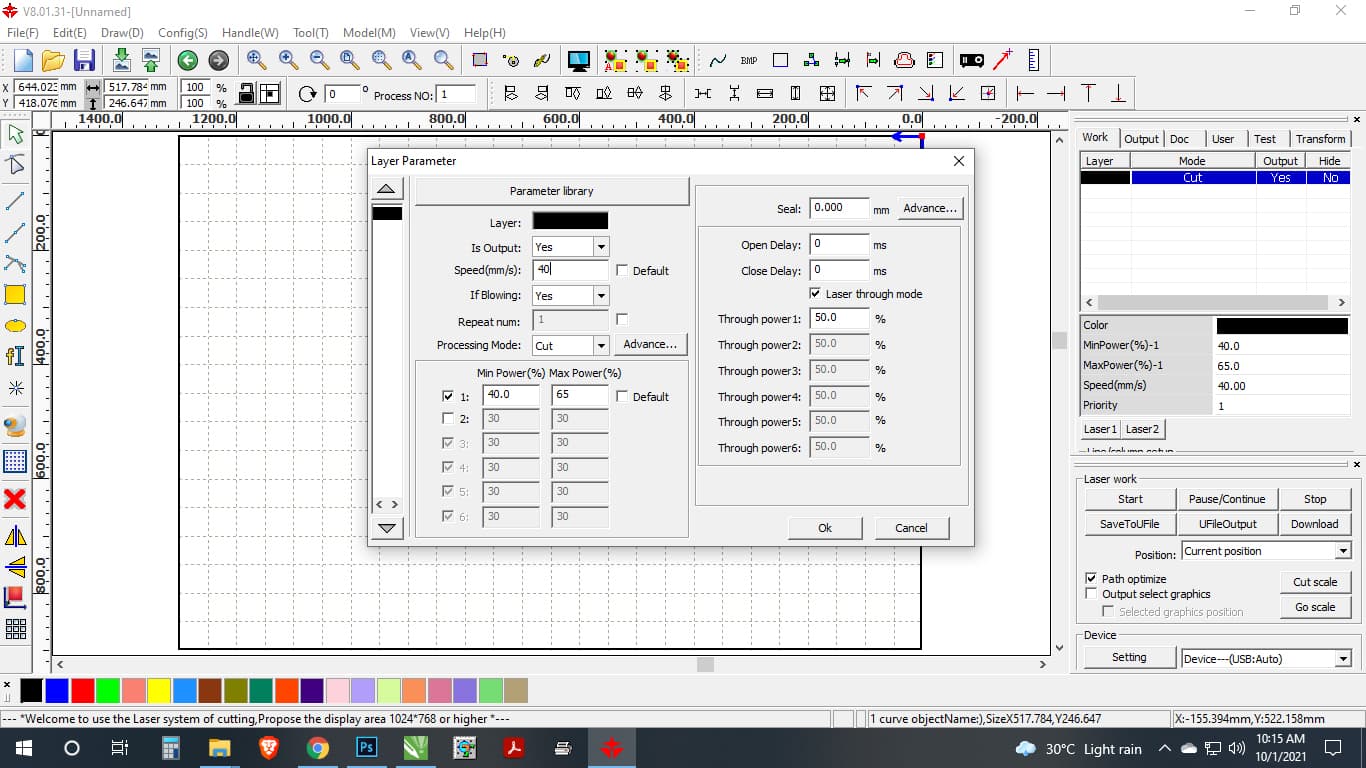
Here is the parameter setting that i used
-after a few months the laser tube was damage even the laser tube power supply, we called a technician to solve the problem we encounter, the technician offered us to use 80w laser tube because that is the only available stock in their company he also change the power supply.
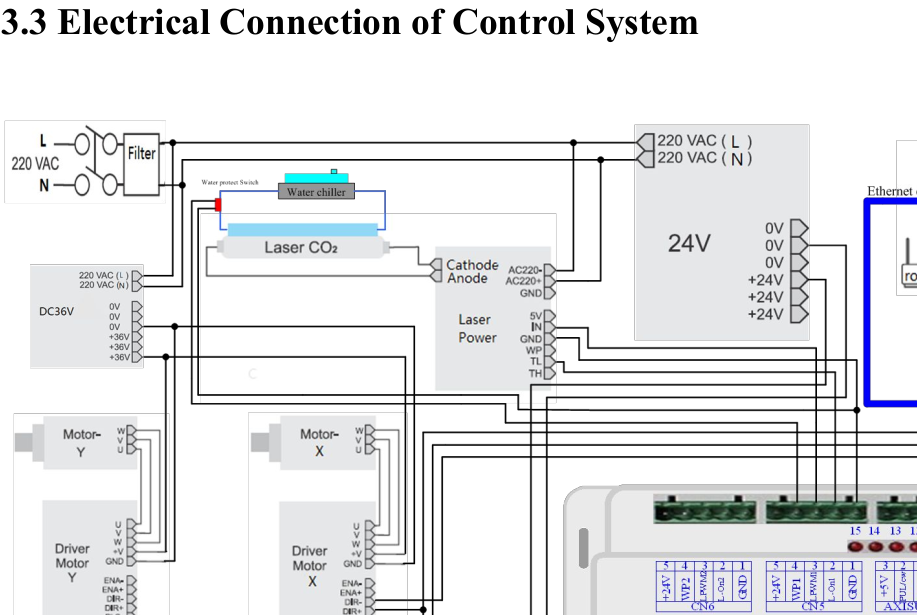
After the installation of the new laser tube and power supply. we tried to run the machine and here comes the problem, the connection from mainboard to the power supply is this:
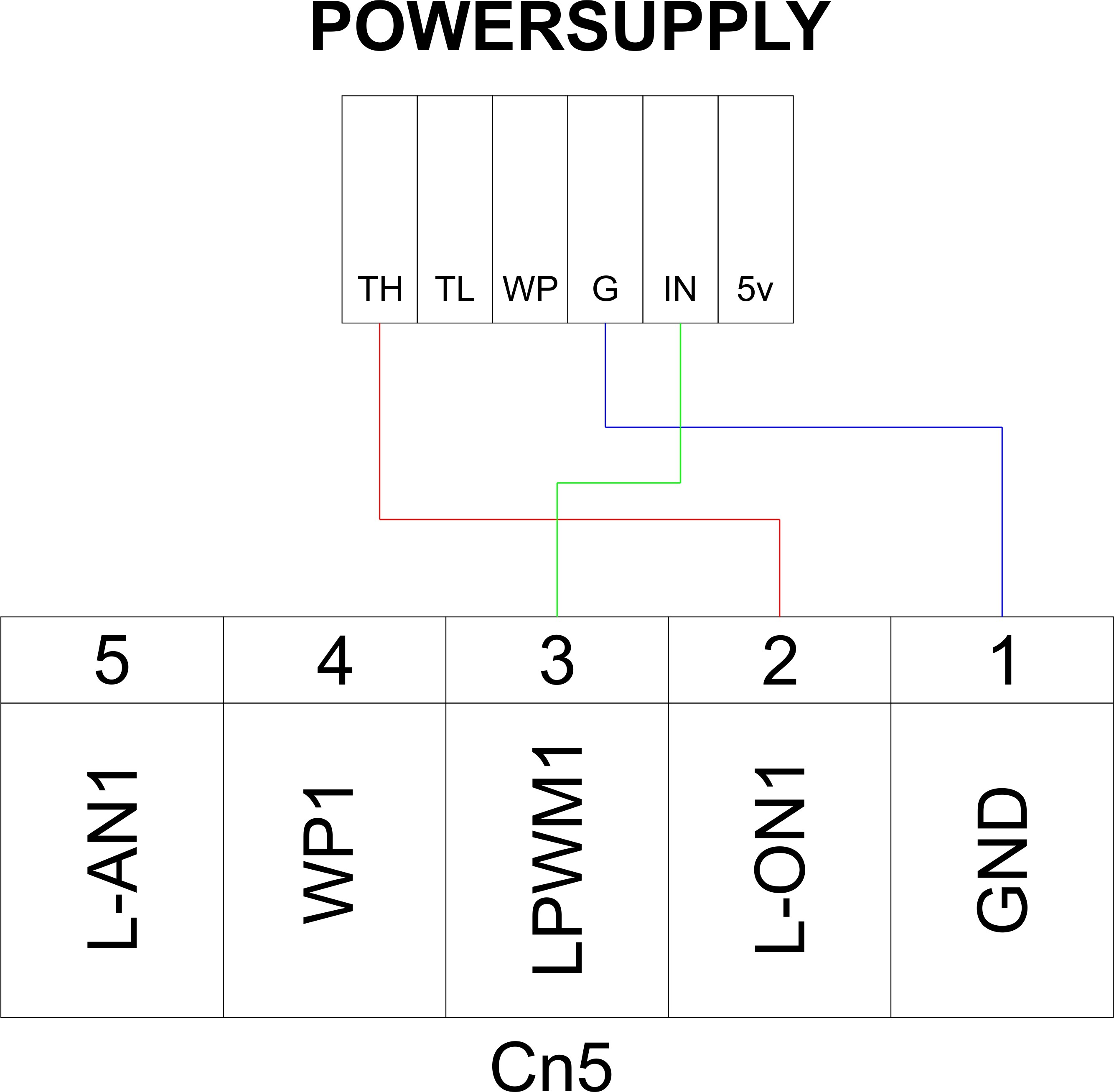
mainbord - powersupply
Gnd - Gnd
Lon1 -TL
LPWM1 - In
-The problem in this connection is every time we turn on the machine, the laser will fire automatically as the head is moving but the ammeter is not showing the power output of the laser, we also change the position of the head after turning on the machine. Every time we move the head X and Y the laser will fire. I try to press the “PULSE” button of the control panel but there is no laser coming out. Also we tried to cut and engrave but then another problem occur the speed is very slow in cutting and engraving with the same setting or parameter that i used normally.
-The Technician also reset the parameter of the machine in the control panel.
-after the problem we encounter the technician change the wiring diagram from mainboard to power supply
This resolved the problem for auto firing every time we turn on and moving the head, the only problem left is the speed for cutting and engraving. i try to test the speed in the machine by pressing the “Frame” button in the control panel and it works fine. But if i will command to cut or engrave from the computer connected to ethernet or usb cable the speed is very slow.
the normal speed that i am using is from 1-100mm/s. Now i am using 500mm/s but the output speed is like 1mm/s even if i download to usb and then connect to the Udisk there is no difference. i tried also to cut or engrave w/o firing the laser but the same issue.Processing: laser on.mp4…

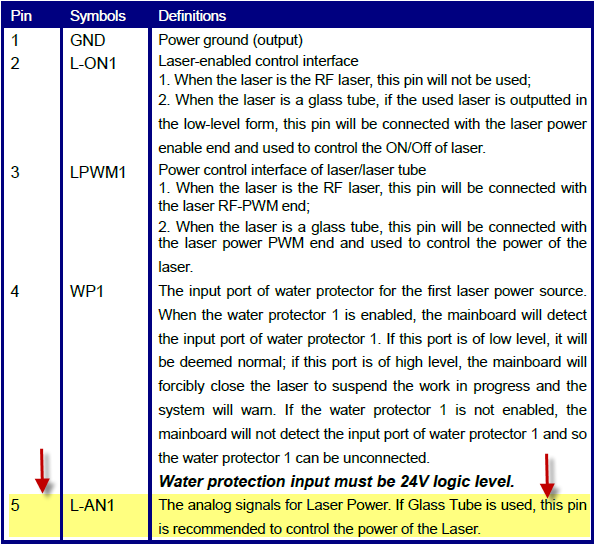
 Pin 5 is 24v. I guess this makes this hole discussion rather moot.
Pin 5 is 24v. I guess this makes this hole discussion rather moot. 
{kind=link}