Hi all,
i drew a rectangle 60 X 32 mm on lightburn, after sending it to the machine to cut, the actual size was 59.5 X 31.5 mm. How do i solve this?
i am using a ruida 80W co2 laser.
Hi all,
i drew a rectangle 60 X 32 mm on lightburn, after sending it to the machine to cut, the actual size was 59.5 X 31.5 mm. How do i solve this?
i am using a ruida 80W co2 laser.
It sounds a bit like you haven’t set up your machine properly. Otherwise, have you been able to use the machine normally?
what set up do i still need?
This is very similar to cutting lumber with a skill saw.
You lose lumber/wood as a result of the thickness of the saw blade.
There is material also lost when laser cutting. Most likely the laser burned 0.5mm of material
Here is a great article on the subject
Cheers
Sas
Perhaps apply a Kerf adjustment to the layer or an Offset adjustment to the specific object.
You must first measure the actual cut width in the material you’re using, perhaps with the no-tools-required tool from this discussion:
Here is a more in depth article on this subject
Thanks everyone!! I’m recently just bought a 80W laser machine from China. In this case I’m cutting on a 1.5 Gravoply material, is 0.5mm material loss normal? Or is it too much?
I think half a millimeter is a lot…, but another thing, as I understand it, the program needs to know if it is the hole or the cutout is the desired item. This can sometimes cause problems.
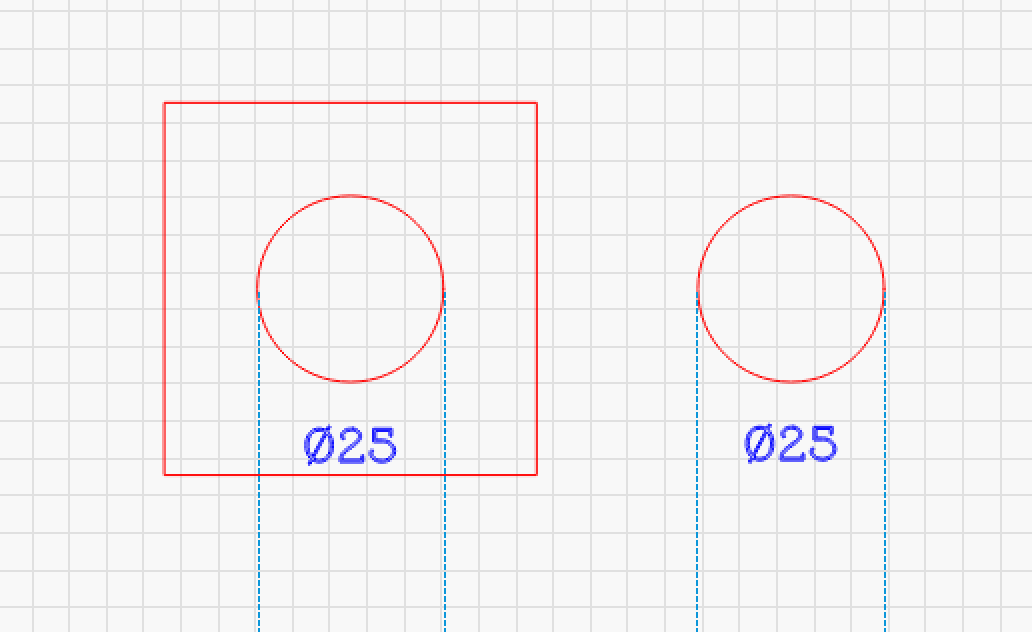
If I cut it out as shown in the picture, the hole and disc are 25mm, but the corresponding counterparts are correspondingly smaller/bigger than the thickness of the laser beam.
You have a powerful 80 Watt machine, but still I think that half a mm is too much. Is your system optimized and are you 100% in focus?
Imagine my astonishment at a 0.6 mm kerf in EVA foam:

That was a rather ugly test piece after applying kerf offset, but … you gotta test!
Gravoply looks like a name brand acrylic. .5 mm total loss on two cuts means a kerf at .25mm. This puts it right near the middle of the range of @Sasquatch’s reference.
I just drew a rectangle box, I believe that the software should I identify it as a cut out piece?
Did you do a focus test?
Initially when I first the received my machine, the auto focus was set to 8mm by manufacturer, and I just did a material test. It was cutting fine, edge is clean but I didn’t check for the cut piece dimension.
Recently, I found out about ramp test and the result was 11mm focal distance give me the thinnest line. Then I did a material test again and found out that i need a higher power to fully cut a piece and the edge isn’t as clean.
So i change the focal distance to 8mm. Is it normal that a higher power is needed when cutting at the “correct focal distance of 11mm” ?
This is some nice empirical work.
Bottom line is that there are many factors that go into cutting performance. You’ve found that thinnest line at surface is not necessarily best cutting performance. That’s because the ramp test is only measuring one specific element of focus but may not be telling you everything about the laser beam and how energy is distributed.
The material itself and the nature of how it cuts plays a big role in this as well. Acrylic has some very interesting cutting properties.
Russ Sadler on Youtube has some very interesting videos on both of these concepts that you may want to explore.
In the meantime, if you’re focused on best cutting performance you may want to try various material tests with focal distance being the single factor changed between tests.
What is the accuracy and/or resolution of the calipers you’re using? They’re only displaying one digit, so they likely round to the nearest half millimeter.
Not nearly accurate enough for precision measuring. Better off with physical fit tests at that point.
The difference between a press fit and slip fit is something around 0.02mm, so to do it this way you need a measuring instrument that can resolve hundredths of a millimeter.
In metrology, we don’t even use calipers for measurements requiring a precision finer than 0.005" or 0.1mm. We switch for micrometers (or better) at that point.
It is very rare for me to use my micrometer screw to determine a press fit of softer materials such as birch or poplar plywood, it is too cumbersome.
If necessary, it will receive 0.025 mm more kerf compensation in lightburn if it is too loose. After all, they are not H7 Press Fits for steel. ![]()