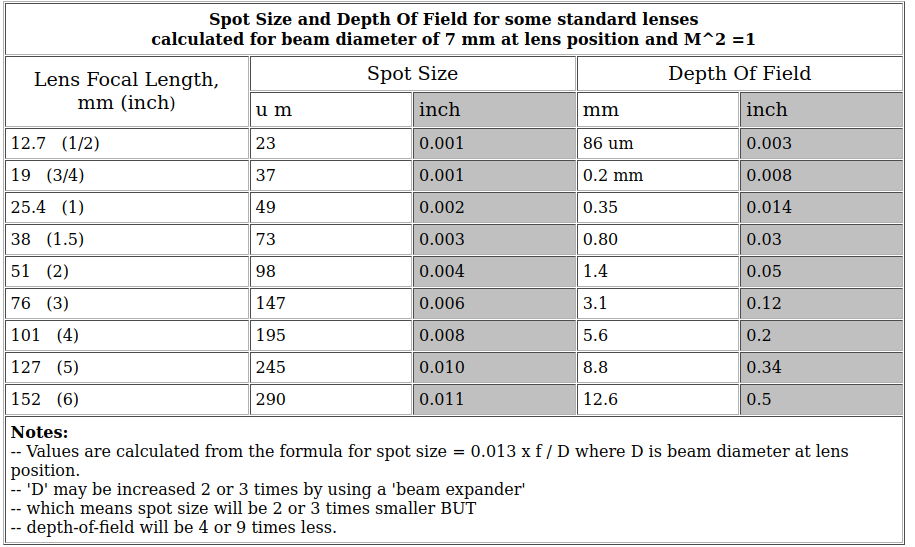
What is a good methodology for determining actual spot size for a CO2 laser lens. (Other than trying to get the info from the supplier)
I own a 100W ThunderLaser Nova with several different lens. I am trying to optimize settings and I would like to know what the actual spot size of my various lens.
Chris, I have a USB digital microscope. It uses my computer monitor as the display. The one I have was an inexpensive experiment and it works. I used it extensively to tune in fiber laser lens. It is just not the quality I am after longer term for my workstation.
I am now on the hunt to find one of better quality. I want to continue with one that uses the computer monitor’s big screen exclusively. I am guessing I need to move away the fog of the Amazon chinese offerings and fake reviews.
Jack, thanks for your reply with video links. Yes, there was a lot of video time there. I watched most but must admit I grew a bit weary. There was a lot to consider.
As you know the gent is on the search for a compound lens. One thing I found curious was while he acknowledged the nature of a dot’s lack consistency/energy concentration across its diameter, he didn’t seem to clearly acknowledge the total burn time exposure relative to the axis of travel. A circular dot traveling at a constant speed will burn more on the axis of travel centerline simply due to work piece exposure time as compared to the edges.
The videos were interesting watching but now back to trying to measure dot size on my cheap lens!
I have not. I can say I’m happy with the Adonstar I linked above, but that’s my first digital “microscope”. Prior to that I used strictly optical magnification in the 4-10x range. That was usually enough for working with PCB/SMC. I found I needed a bit more magnification to really see what I wanted with this laser hobby.
Seems clear to me, first link about 1:40 into the video. He has no lens at all…
What else does he need to say? Not being sarcastic, just trying to understand what you feel is missing?
He has done over a couple hundred in his 8 or so years doing these. I think you’d be nuts to try and sit through more than one. I’ve watched a third or so, do something else and get back to it. If they are interesting enough you can stick them out till the end.
This is just the tip of the iceberg for the hours of video on lasers out there… Along with some very bad information…
You can purchase transparent line thickness gauges that you view through your magnifier. I couldn’t locate any on Amazon…?
Jack, here’s what is confusing me. He talks about the light energy at the center of the beam. If he talked to the length of time of exposure causing an effect, I clearly missed it. https://youtu.be/1GEpvLmLhRc?t=293
Here is a clear measurement slide that I ordered off Amazon. I do not have it hand yet so I do not know if it will functionally useful or not.
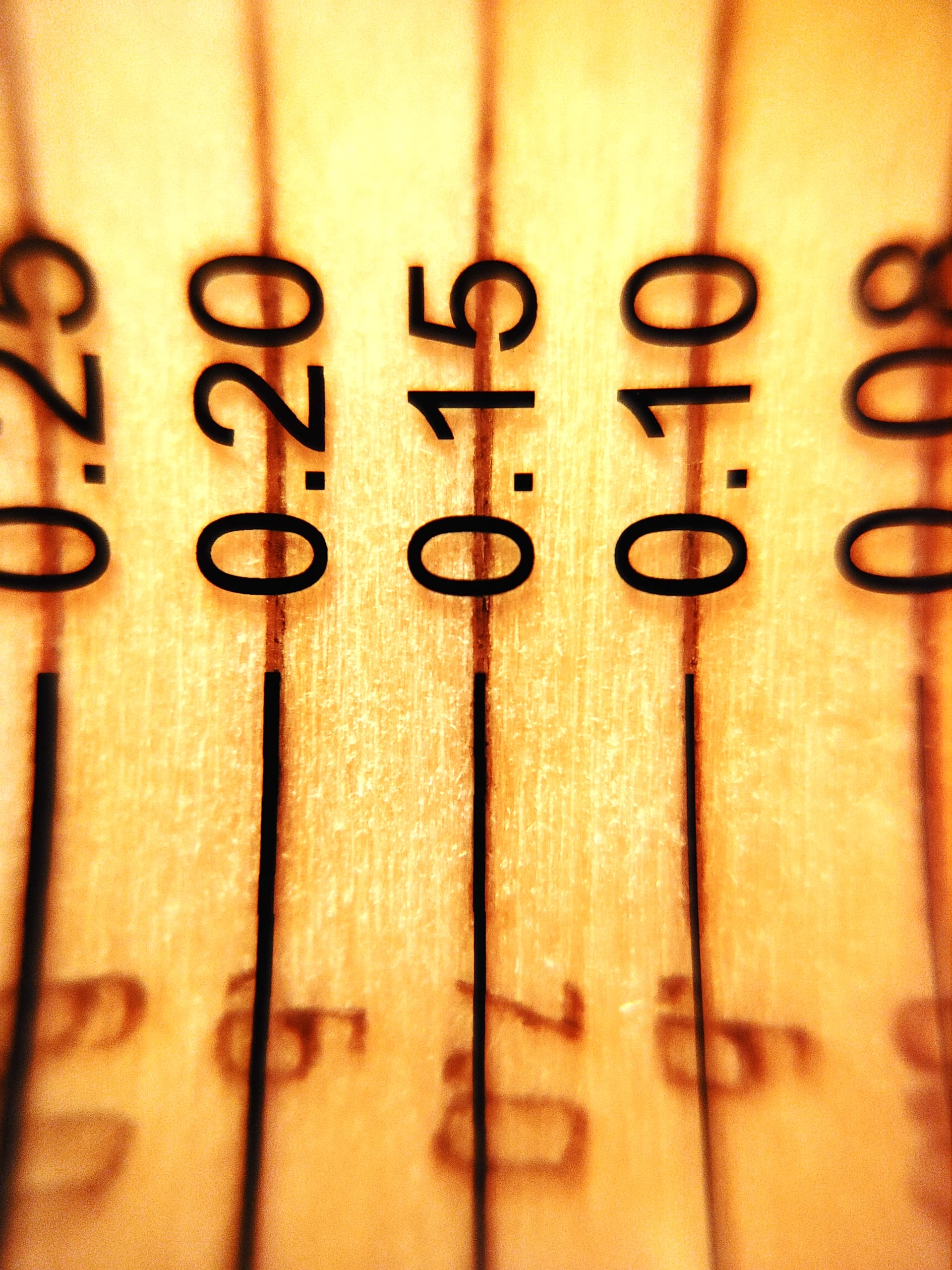
Here’s a photo using the clear measurement slide on my crappy USB microscope. The slide’s scale is in tenths of a mm. So the big tick marks are one mm.
Getting measurements of 0.1 mm is certainly doable. Could get to 0.05 mm as well. I am better off now than I was before and I am glad I bought the slide.
Now to continue to look for a better USB digital microscope and perhaps a finer measurement slide to go with it.
Alan, the image from that current microscope looks pretty good to me. Out of curiosity, where does the existing unit fall short?
Since you’re running thru a PC anyway, there are also applications that can use the image from a microscope and apply measurements after calibration. Similar to how the Lightburn camera setup works, but at a much smaller scale.
Thanks Chris for all your insights. Sorry for the late reply but life has been consuming my time lately!
You asked about the microscope I have and why I don’t like it. It is finicky to get it going and the focus mechanism is very rough and not smooth at all. You have no real idea of what the magnification is and the rotation of the magnification adjustment ring takes way too much torque to turn it. It causes the camera to tilt in the holder. That said, yes you can get a decent image with it.
Chris,
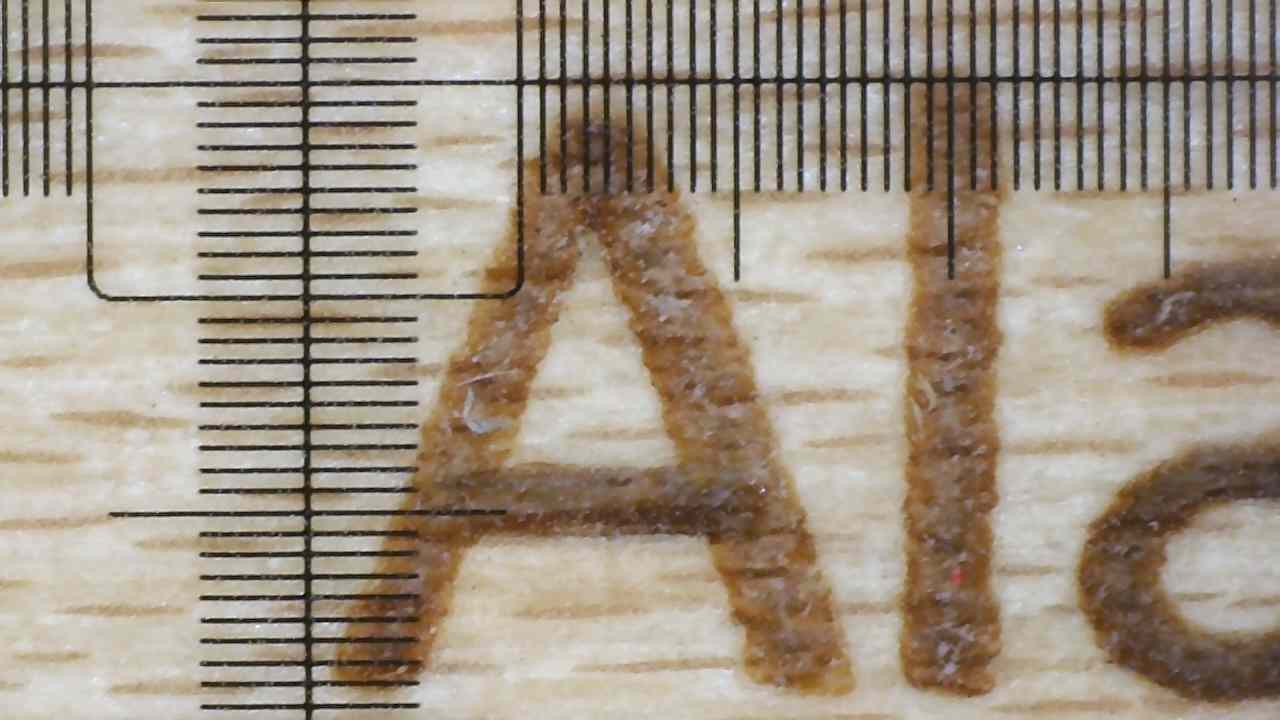
Here’s a screenshot of using the “crack ruler” you suggested. Works well.
This a single line engraved on a 100 watt Thunder Laser C02 gantry using 12% power at 250 mm/s with a 1.5" American Photonics head. It looks to be about .08 mm wide.
Wood is always so subjective since the heat affected zone is so wide. You definitely have a good data point from which to start. Once you start messing with line interval and looking at the results under magnification, you’ll probably need to adjust that .08 as the heat affected zones start to overlap more or less. The result is completely up to you. I find that I get more desirable contrast on a shallow engrave with a slightly wider interval. But, on a deep engrave where I generally don’t care as much about contrast because of epoxy fill, I get a flatter bottom and more consistent depth with a slightly closer interval. Talking abouy a range of about .085-.10 here. On hard materials where heat affect is less pronounced (slate, anodized aluminum, etc) I can run on the low interval end and seem to get more consistent results between batches.
Chris, great insights - thanks. I am going to use some anodized aluminum test cards next and see how that goes. As you point out the adjacent char and soot on wood cloud the issue.
I am still on the lookout for a better usb microscope.