Laser engraving is a fast and efficient way to customize and personalize glass, but the finished result can sometimes look patchy and feel rough to the touch. Because of the high heat generated from the laser beam as it engraves the glass, tiny shards of glass are left on the surface which can feel rough and look uneven. Below are some techniques Amy with Epilog Laser has come up with to reduce chipping and roughness when laser engraving glass.
How does laser engraving work?
Before we get into tips on how to limit chipping, it is important to understand how laser engraving works. As the laser beam strikes the glass it heats up the glass. The contact of the hot laser beam on the glass results in microscopic fractures in the surface of the glass. These fractures, or chips, are what is perceived as the glass is engraved.
However, the glass isn’t actually engraved. If you look really close you will see microscopic fractures and tiny shards of glass laying on the surface. No material was actually removed (the way it is with sandcarving). This is considered more of a surface mark than an actual engraving.
Reduce chipping and roughness when laser engraving
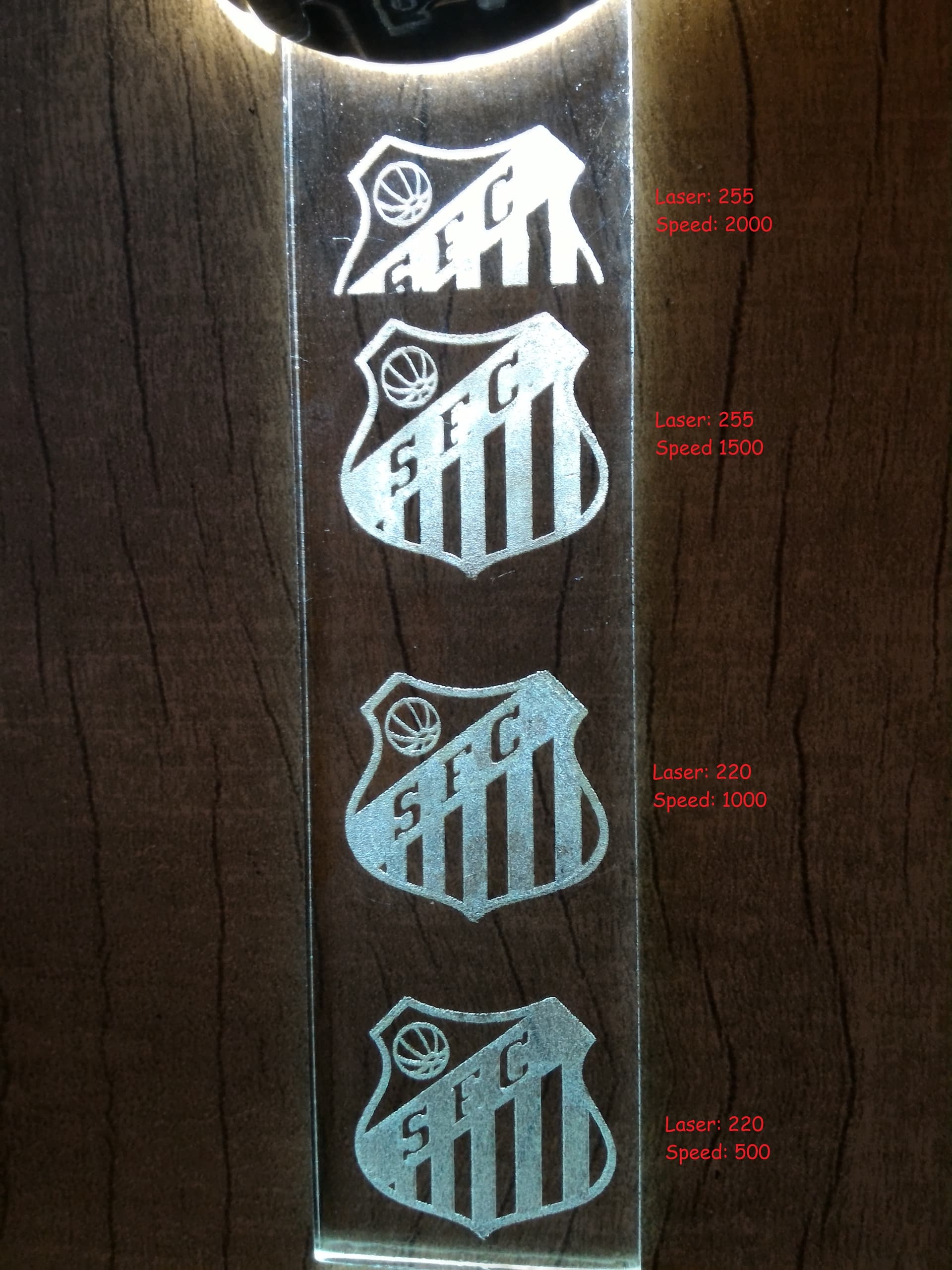
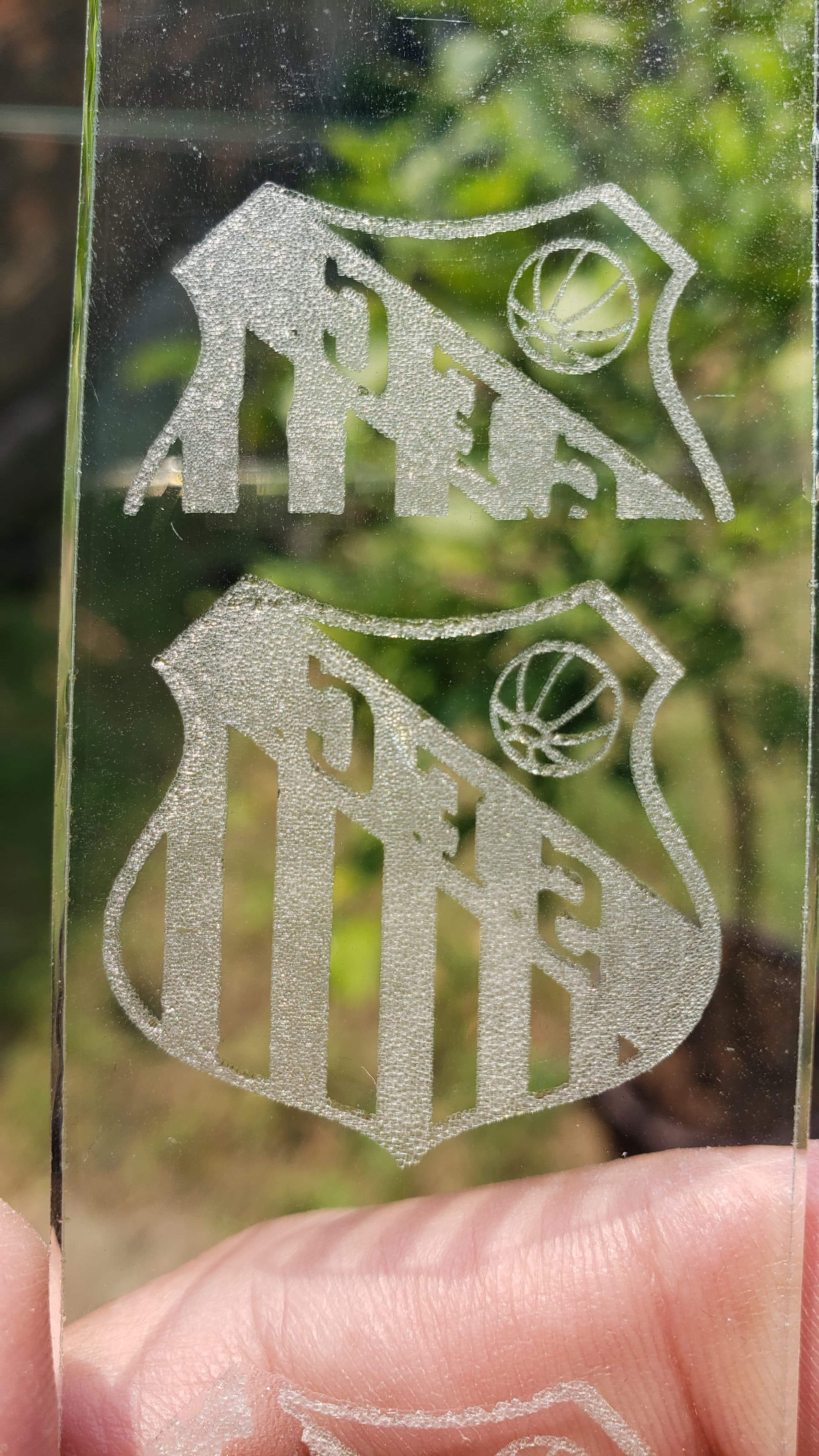
When a laser strikes glass, it fractures the surface, but it will not engrave deeply or remove material. The fracturing of the glass surface produces a frosted appearance but can cause roughness and chipping depending on the type of glass being engraved. While the frosted appearance is desired, the roughness and chipping are not. To produce a smooth, frosted finish, here are some tips:
- 300 DPI: Using a lower resolution, around 300 DPI, produces a better result on glass as you separate the dots you are engraving.
- 80% grayscale: Change the black in your graphic to 80% black to further separate the dots for less micro-fracturing.
- Jarvis dithering: Running with a Jarvis dithering pattern in the driver (you’ll find this under the raster speed and power settings) randomizes the separated dots for a smooth look when engraved.
- Masking: Some people find that applying a thin, wet sheet of newspaper or paper towel a little larger than the engraving area also helps with heat dissipation and improves the engraving. Just be sure that there are no wrinkles in the paper after it is applied.
- Dish soap: Using your finger or a paper towel, apply a thin coat of liquid dish soap over the area to be engraved (any kind will do). This dissipates the heat when engraving.
- Polish: If there are small shards of glass, you can polish the area with a Scotch-Brite pad or something similar.