Hello,
I have one more problem. After installing the homing switches (they work OK), the absolute coordinates are set to the range x = -400 … 0 and y = -420 … 0. Could they somehow change to the range x = 0 … 400 and y = 0 … 420? I know that absolute coordinates are not important for a CNC laser, but I’m so used to a CNC milling machine. If I switch to the original coordinates after homing and try to cut, the frame test is OK, but when they start cutting, the laser will move out of the area. Does anyone experience this problem?
I’m not certain how or to what extent Sculpfun enforces the coordinate system on their S9.
LightBurn allows you to switch origin points, quadrants and offsets.
I feel that you may be fighting with the Sculpfun to get it to cooperate.
If you want something custom that behaves like your CNC machine you can buy a 3018 or scratch-build.
If you had your own GRBL controller, GRBL is open source and you can add or comment-out features in the source code as needed. You would also be able to set the default coordinate system to your tastes.
You should not be working in negative coordinates no matter the case.
Are you starting with the laser head at the back-right of the machine? You should be turning on your machine with the laser head at front left. Then this will work as you expect.
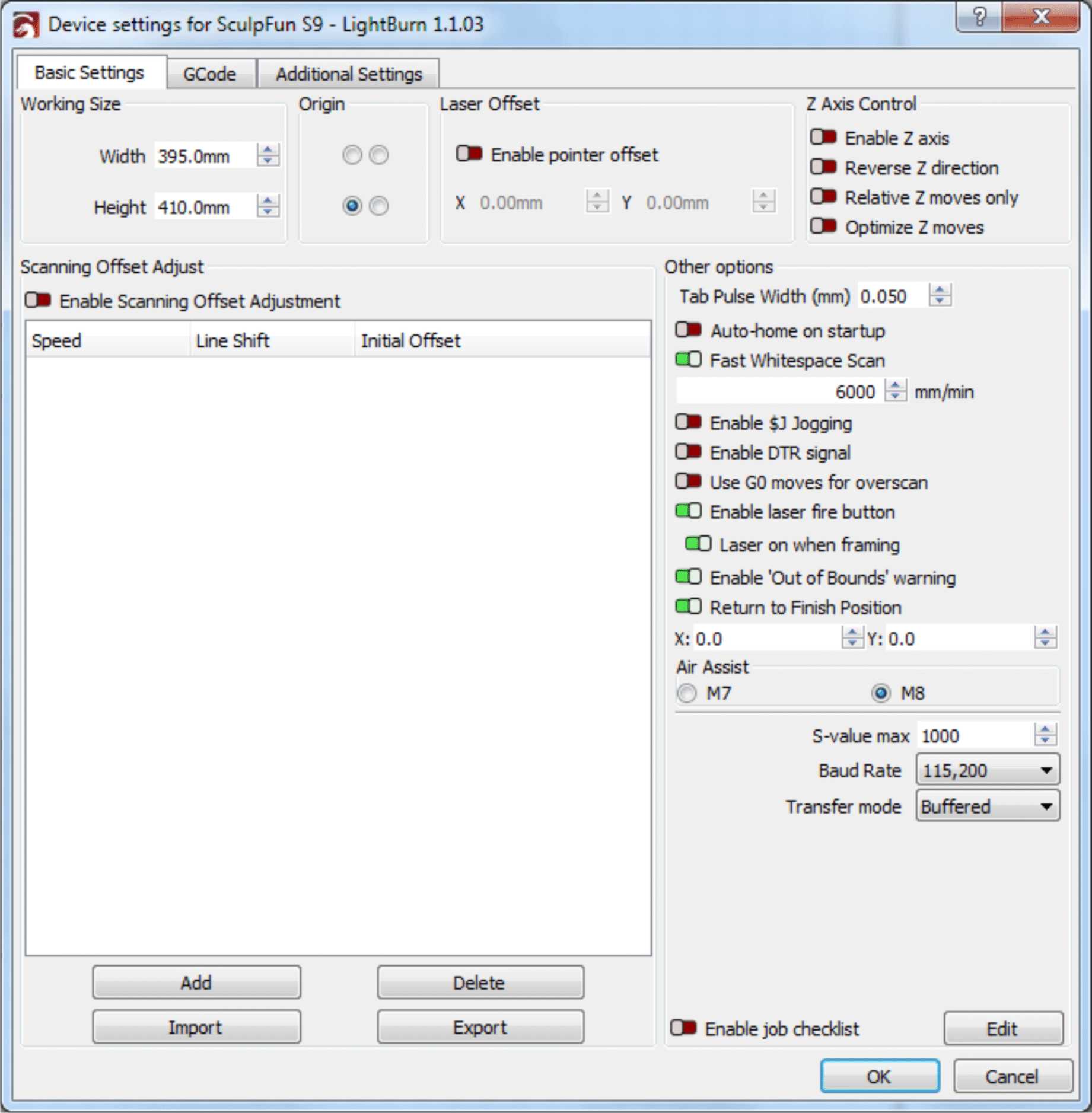
What is the origin setting in Device Settings?

Thank you for the recommendation. It would definitely be a way to compile my own driver, but I have no knowledge of that. So far, I’ve used MACH3, which behaves a little differently.
Your machine doesn’t have limit switches. There’s no homing for your machine. You manually “home” your laser by starting it at front-left.
Is there a reason why you’re trying to use the home button?
Let’s check one thing, though. Can you run these commands one at a time in Console?
$#
?
I installed the limit switches and they work. HOME is set when you press the button on the monitor. The axes just move. I know that absolute coordinates are not necessary for a laser, but I am used to them from a CNC milling machine.
Ah. Ok. That wasn’t apparent to me from your original post.
I agree that absolute coords is nice and limit switches make it easier. Are you aware that you’re perfectly capable of using absolute coords without the switches as long as you start in front-left?
Anyhow, if you the output of the commands from my previous post I can help you get this setup.
$#
[G54:-392.000,-407.000,-407.000]
[G55:0.000,0.000,0.000]
[G56:0.000,0.000,0.000]
[G57:0.000,0.000,0.000]
[G58:0.000,0.000,0.000]
[G59:0.000,0.000,0.000]
[G28:0.000,0.000,0.000]
[G30:0.000,0.000,0.000]
[G92:0.000,0.000,0.000]
[TLO:0.000]
[PRB:0.000,0.000,0.000:0]
ok
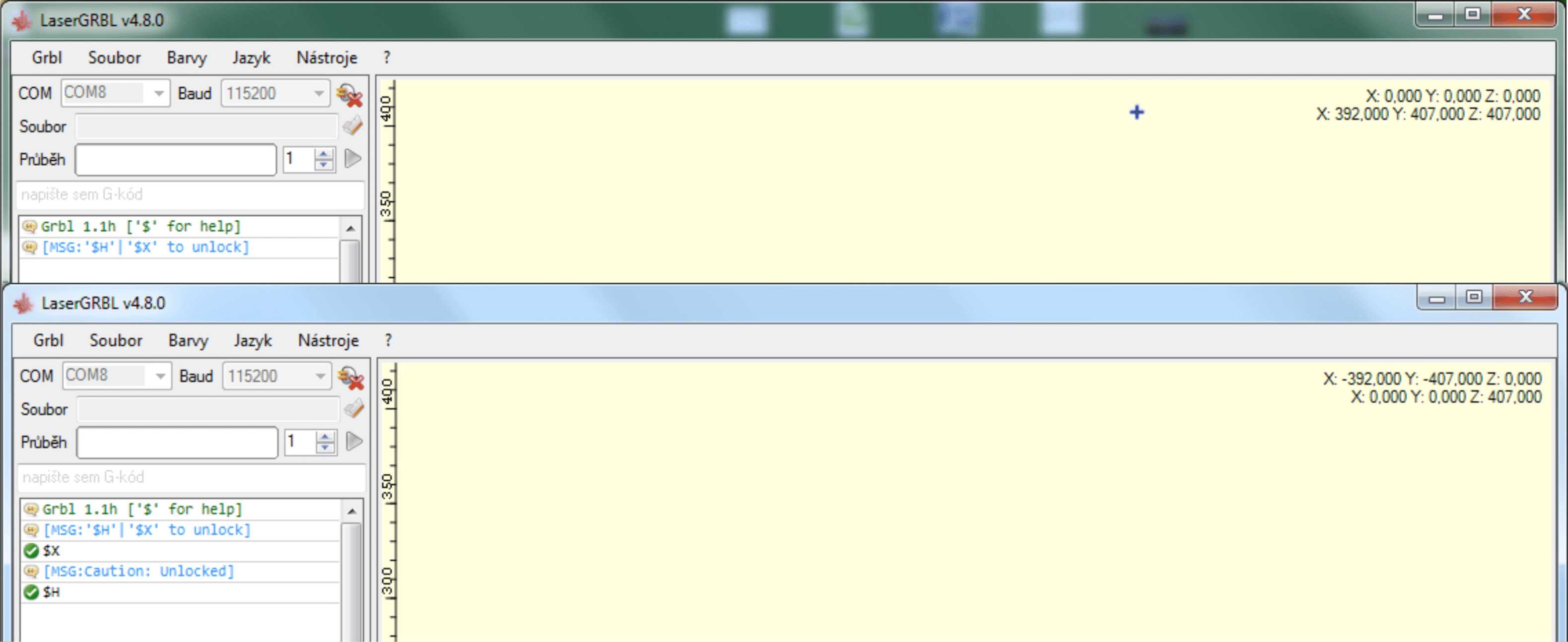
?
<Idle|MPos:-392.000,-407.000,0.000|FS:0,0|Ov:100,100,100>
ok
I’m sorry, I fight not only with the laser but also with English ![]()
I suspect this is what is causing your situation. If I recall, Sculfpun doesn’t allow EEPROM changes but let’s see if we can clear it. That might apply only to $$ settings and not $# settings.
Type into Console:
G10 L2 P1 X0 Y0 Z0
Rehome and report back coordinate position.
ok
G10 L2 P1 X0 Y0 Z0
ok
$#
[G54:0.000,0.000,0.000]
[G55:0.000,0.000,0.000]
[G56:0.000,0.000,0.000]
[G57:0.000,0.000,0.000]
[G58:0.000,0.000,0.000]
[G59:0.000,0.000,0.000]
[G28:0.000,0.000,0.000]
[G30:0.000,0.000,0.000]
[G92:0.000,0.000,0.000]
[TLO:0.000]
[PRB:0.000,0.000,0.000:0]
Still a negative quadrant on the machine, G54 -G59 zero
Location indicator still out of range.
I found an area in config.h that probably describes my problem:
// After homing, Grbl will set by default the entire machine space into negative space, as is typical
// for professional CNC machines, regardless of where the limit switches are located. Uncomment this
// define to force Grbl to always set the machine origin at the homed location despite switch orientation.
// #define HOMING_FORCE_SET_ORIGIN // Uncomment to enable.
But I didn’t change anything like that.
Can you rehome and then type ? in Console and report back?
Also provide output of $$ please.
?
<Idle|MPos:-392.000,-407.000,0.000|FS:0,0|WCO:0.000,0.000,0.000>
ok
$$
$0=10
$1=25
$2=0
$3=0
$4=0
$5=0
$6=0
$10=1
$11=0.010
$12=0.002
$13=0
$20=0
$21=1
$22=1
$23=7
$24=100.000
$25=1500.000
$26=250
$27=3.000
$30=1000
$31=0
$32=1
$100=80.000
$101=80.000
$102=250.000
$110=6000.000
$111=6000.000
$112=1000.000
$120=1000.000
$121=1000.000
$122=1000.000
$130=395.000
$131=410.000
$132=200.000
ok
Can you confirm that you rehomed the machine? If so, can you power cycle please and try again? If not, can you home and rerun the ? command?
Laser On, Off, Homing, $$, ?
Waiting for connection…
Grbl 1.1h [’$’ for help]
[MSG:’$H’|’$X’ to unlock]
error:9
G-code locked out during alarm or jog state.
[MSG:Caution: Unlocked]
ok
[VER:1.1h.20190825:]
[OPT:V,15,128]
Target buffer size found
ok
ok
$$
$0=10
$1=25
$2=0
$3=0
$4=0
$5=0
$6=0
$10=1
$11=0.010
$12=0.002
$13=0
$20=0
$21=1
$22=1
$23=7
$24=100.000
$25=1500.000
$26=250
$27=3.000
$30=1000
$31=0
$32=1
$100=80.000
$101=80.000
$102=250.000
$110=6000.000
$111=6000.000
$112=1000.000
$120=1000.000
$121=1000.000
$122=1000.000
$130=395.000
$131=410.000
$132=200.000
ok
?
<Idle|MPos:-392.000,-407.000,0.000|FS:0,0|WCO:0.000,0.000,0.000>
ok
Can you rerun $# also please?
$#
[G54:0.000,0.000,0.000]
[G55:0.000,0.000,0.000]
[G56:0.000,0.000,0.000]
[G57:0.000,0.000,0.000]
[G58:0.000,0.000,0.000]
[G59:0.000,0.000,0.000]
[G28:0.000,0.000,0.000]
[G30:0.000,0.000,0.000]
[G92:0.000,0.000,0.000]
[TLO:0.000]
[PRB:0.000,0.000,0.000:0]
ok