xaun
October 13, 2021, 10:17pm
1
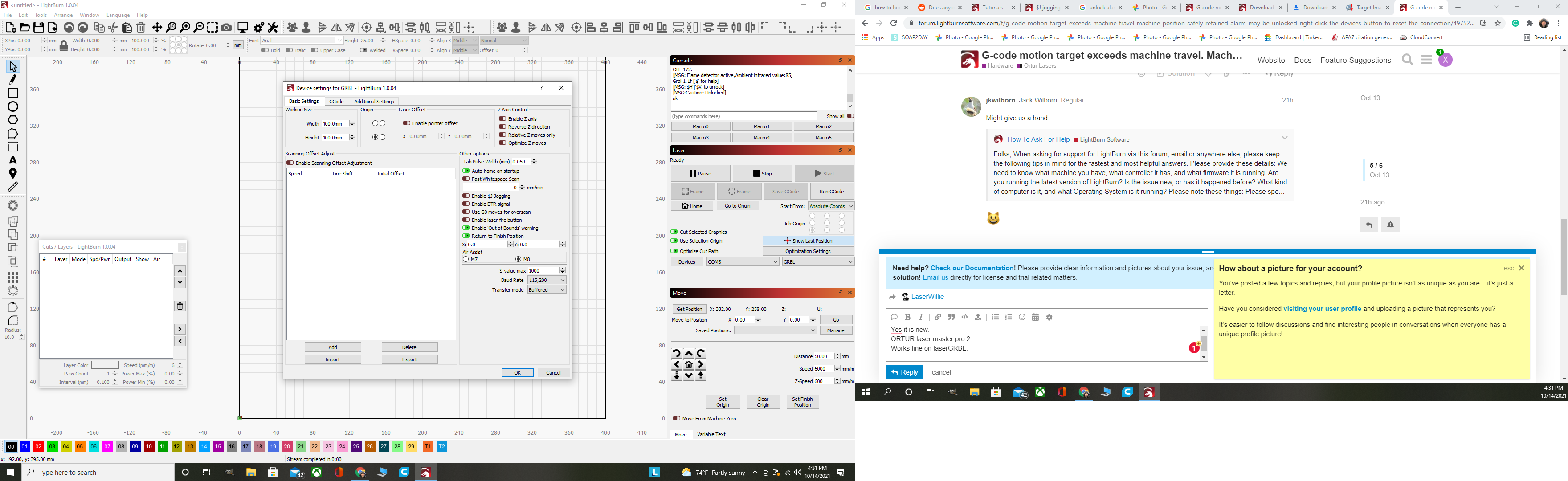
G-code motion target exceeds machine travel. Machine position safely retained. Alarm may be unlocked. (Right-click the ‘Devices’ button to reset the connection)
Not sure why this keeps happening.
xaun
October 13, 2021, 10:22pm
2
Please help me through this I have been working on it for days now.
Did you run through this thread?
Good morning! I am a complete novice to laser cutting/engraving. I receive this error when I attempt to run a piece
[AUTHOR: RenShen]
[BUILD: Ortur Laser v1.2]
[DATE:22:23:00 - Feb 6 2020]
[VER:1.1f.20170801:]
[OPT:VZD,35,254]
Target buffer size found
ok
Homing
ok
Project loaded in 67 milliseconds
Starting stream
[MSG:Pgm End]
Stream completed in 0:00
ok
Starting stream
Layer C00
ALARM:2
G-code motion target exceeds machine travel. Machine position safely retained. Alarm may b…
You might have the axis size in incorrectly amongst other possibilities.
@xaun Sorry, I moved it to the correct category as it’s Ortur.
Please take a screen grab of your settings.
Is this a new machine you just setup?
If not, when did this start?
xaun
October 14, 2021, 8:41pm
7
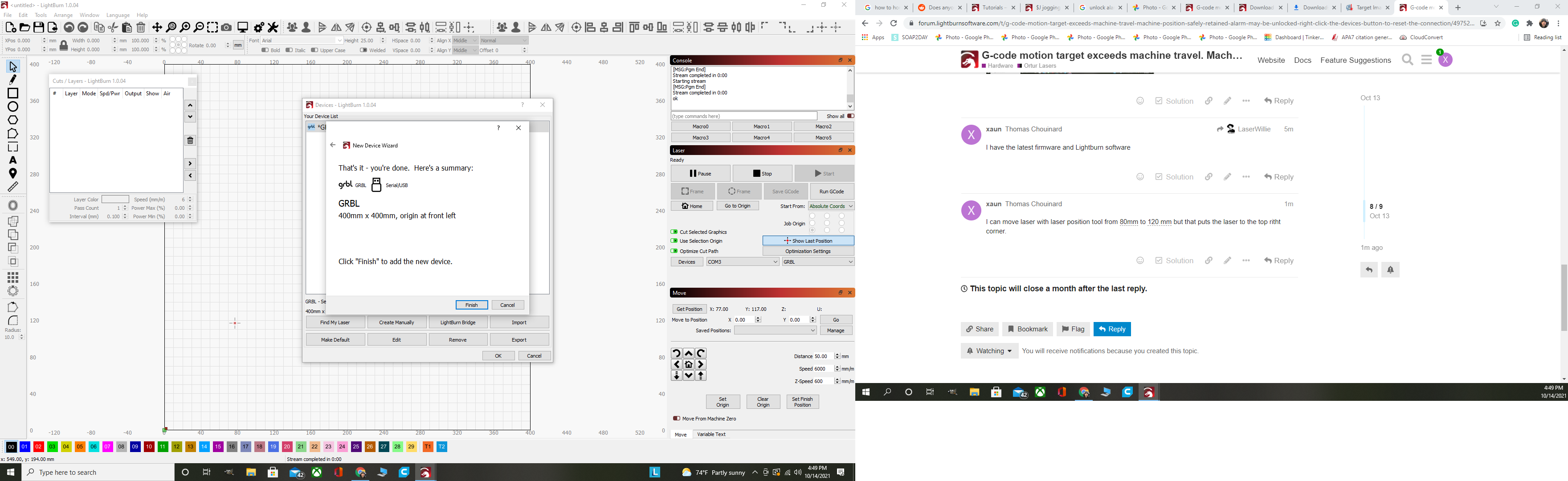
Yes it is new.
xaun
October 14, 2021, 8:44pm
8
I have the latest firmware and Lightburn software
xaun
October 14, 2021, 8:47pm
9
I can move laser with laser position tool from 80mm to 120 mm but that puts the laser to the top ritht corner.
In the console window, type $# and press enter. What does it reply with?
The first line, G54, should be followed by zeros. If it is not, type this in the console and press enter:
G10 L2 P1 X0 Y0
xaun
October 14, 2021, 9:23pm
14
Waiting for connection…
ok
[ORIGIN: China]
[PRODUCER: ORTUR]
[AUTHOR: ORTUR]
[MODEL: Ortur Laser Master 2 Pro S1]
[OLF: 172]
[DATE:14:51:29 - Sep 2 2021]
[VER:1.1f(ESP32).20210403:]
[OPT:VNMZHSL,35,1024,3]
Target buffer size found
ok
Homing
ok
$#
[G54:0.000,0.000,0.000]
[G55:0.000,0.000,0.000]
[G56:0.000,0.000,0.000]
[G57:0.000,0.000,0.000]
[G58:0.000,0.000,0.000]
[G59:0.000,0.000,0.000]
[G59.1:0.000,0.000,0.000]
[G59.2:0.000,0.000,0.000]
[G59.3:0.000,0.000,0.000]
[G28:0.000,0.000,0.000]
[G30:0.000,0.000,0.000]
[G59.6:204.000,280.500,0.000]
[G92:204.000,280.500,0.000]
[HOME:0.000,0.000,0.000:7]
[TLO:0.000]
[PRB:0.000,0.000,0.000:0]
ok
Type ? and press enter. What does it respond with?
xaun
October 14, 2021, 9:29pm
16
?
<Idle|MPos:0.000,0.000,0.000|Bf:35,1024|FS:0,0|Pn:PS|CL:0,100|PS:2,1|ER:34,30|VA:23293,0|A:S|H:1,7>
ok
I ran out of replys
We appreciate your enthusiasm, keep it up! That said, for the safety of our community, you’ve reached the maximum number of replies a new user can create on their first day. Please wait 44 minutes and you’ll be able to create more replies.
One more - type $$ and press enter, and what does that say?
That is bizarre. Unless you’re trying to move the laser past 400mm on one axis, that should work. @OrturTech ? Any ideas?
xaun:
[G59.6:204.000,280.500,0.000]
[G92:204.000,280.500,0.000]
There is a work offset
[G92:204.000,280.500,0.000]
Try this please $RST=*