So I am a model railroader working in Z-scale (1:220). To give you an idea of how small the scale is, it’s 6.5MM between the rails and the average person on a layout is 6MM tall. Yeah, small.
I am trying to cut some brick buildings I have designed, using a basic entry level ORTUR 5W unit, with added air assist and an upgraded lens. I have had some good very good success with multiple materials, and I am using “laserboard” now for this building. See attached pic and note the loading dock grey wall. That was done on this laser with good success. The other red brick noted in the pic, is from a manufacturers kit, which was probably cut on a higher quality cutter.
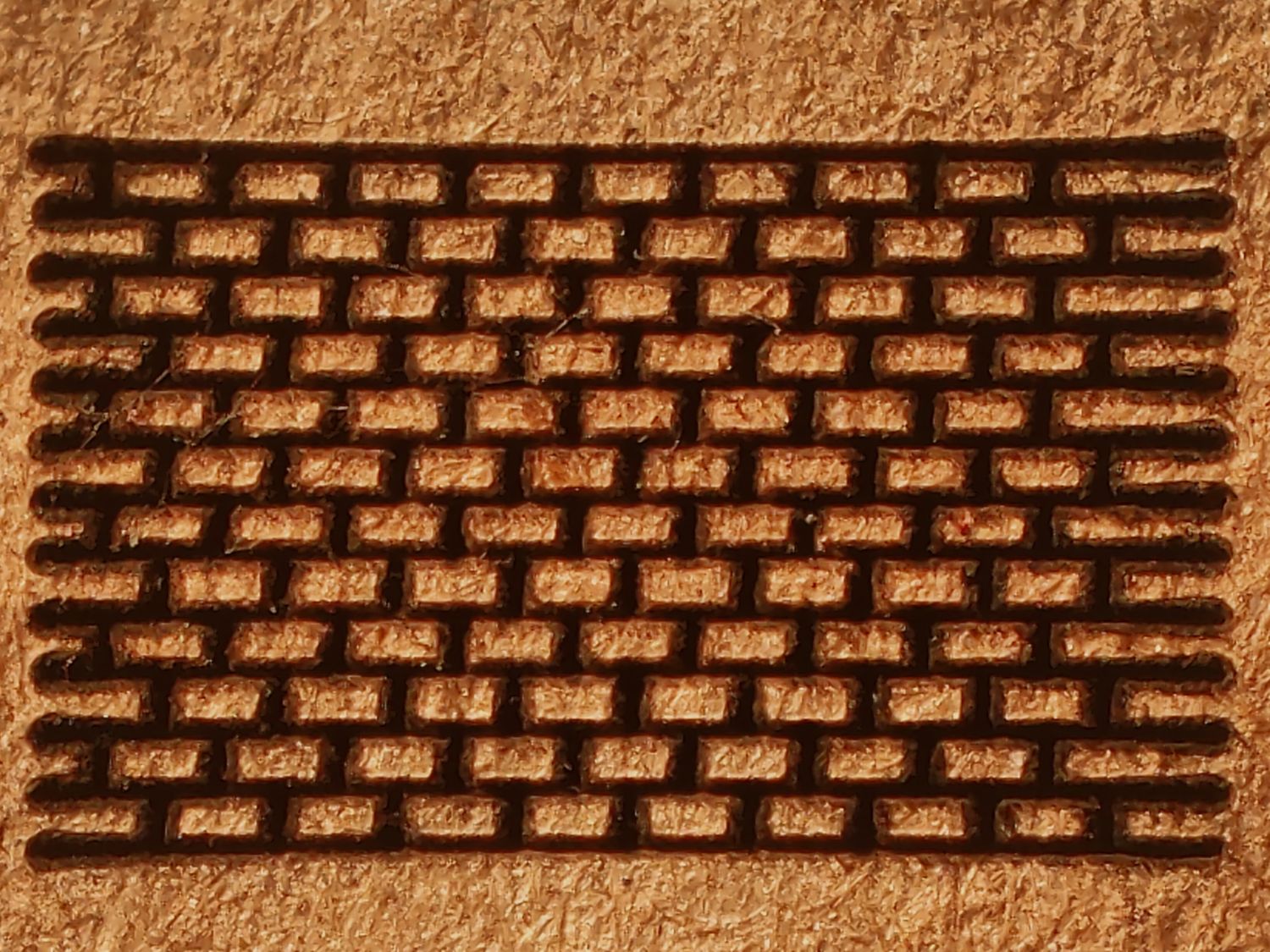
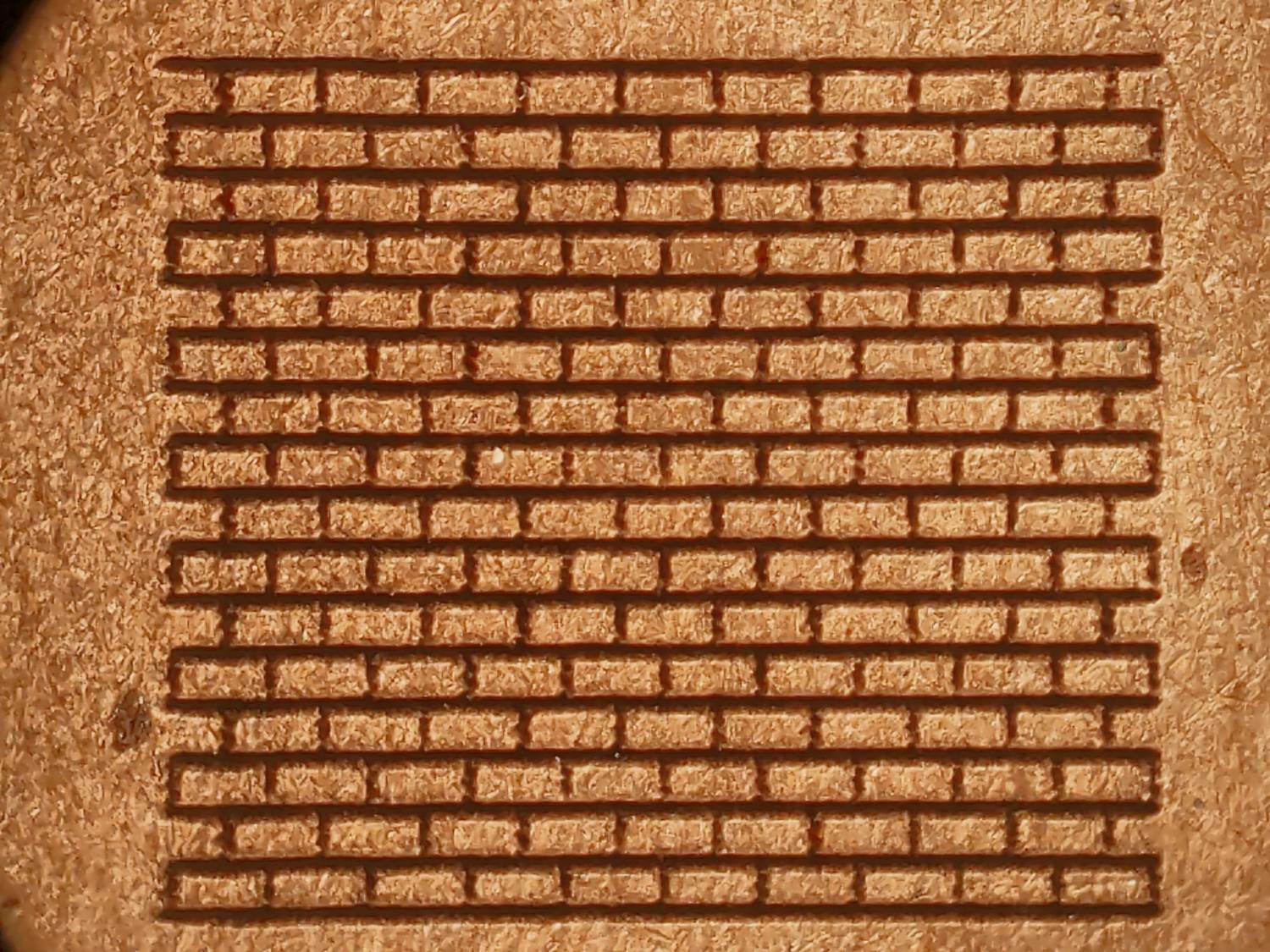
Here’s my dilemma — I have had success with one project, creating brick walls. Note, bricks in Z-scale would need to be about 1.0MM long and about .50MM tall. Yes, very small bricks in appearance. I generally only need to make one pass over the material for the brick outline, or grout lines if you will to be evident. No need for multiple passes at this scale. However, my brick grout line are not connecting as needed, and instead of having grout lines that are crisp and precise, I am getting some lines that do not connect, thus giving a plus (+) sign appearance. See attached pic. Yes, the lines are a bit thick on this pic, but I have correct that. It’s the fact that the cuts do not fully connect, or are shifted.
At that scale, you must check very carefully for mechanical backlash: some of those tiny lines seem misplaced parallel to the Y axis.
The backlash will depend on the direction of travel, so adjacent lines may look different depending on which way the head moved.
The Y axis motion depends on picking those long belts up, wrapping them around the pinions, and laying them back down again: any belt looseness will show up as backlash.
Ditto for all the setscrews in the fittings along the jackshaft between the motor and the far-side drive pinion. They must be seated firmly on their shaft flat and snugged tightly. IMO, if the shaft doesn’t have a flat, you should file one wherever the setscrew has produced a scar.
The spacing between the continuous horizontal lines seems slightly irregular, which would also come from slight backlash.
Thanks bernd.dk. I have slowed the cut speed down in the past and got mixed results. Setting I was using were 500 / 35% power, but what I find is that if the speed is too slow, the brick grout lines seem to be too wide. So it’s a mixed bag.
However, ednisley just responded below and I think he is also onto something regarding mechanical backlash. I might need to run through and tighten up all of my nuts and bolts, and ensure the belt is snug.
But I will readdress the speed, per your suggestion as well.
Thanks as well ednisley! Yes, I am in agreement – backlash as well as speed setting. I will heed your advise and go in and check all mechanical points. You are correct as well that when this unit is printing, there does appear to be some hard stops and hits as it goes between points.
I am really thinking belt loosness as well, like you state. I have not adjusted that since I set this machine up.
I will make the adjustments and report back with the results.
It is hard for me to imagine that it is possible to get up to 500mm/s in such a short distance.
I will try to make some experiments with e.g. 100mm/s and correspondingly less power. But you’ve probably already done that.
Well also don’t forget, I am a “laser newbie” here, so maybe me saying 500 / at 35% power is not the proper vocabulary — LOL. I’m at work as we speak, but once I get home, I will verify and possibly do a screen grab of the settings. That way, no confusion because of my newbie-ness. LOL.
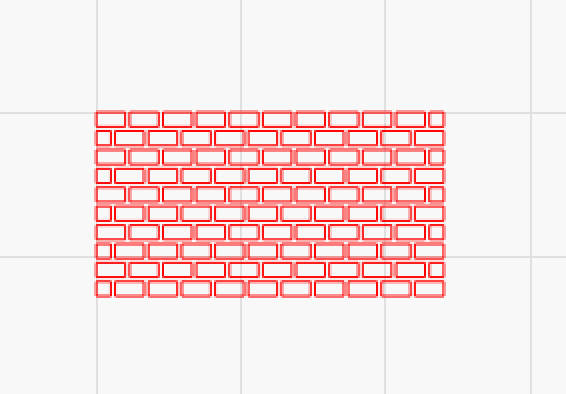
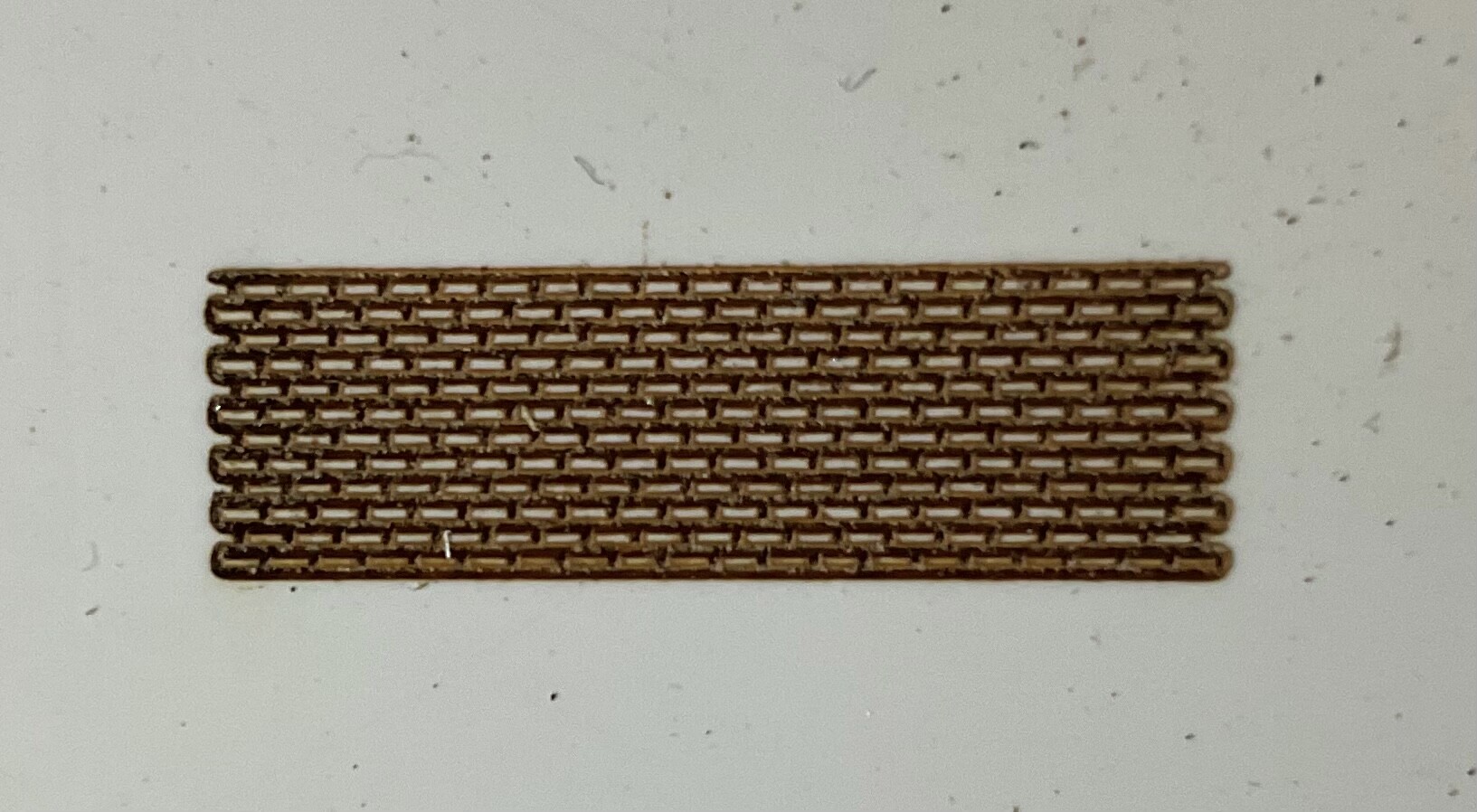
Out of pure interest, I have made a small wall with 110 bricks in the size you have described. The area of the 110 stones in LightBurn is 12x6.35mm.
In your example picture, is that the bricks or are you trying to engrave those joints in between the stones?
Yes sir — the area between the bricks — basically the grout lines. So for such a small brick surface in Z-scale, I only need a single line to represent the grout lines themselves.
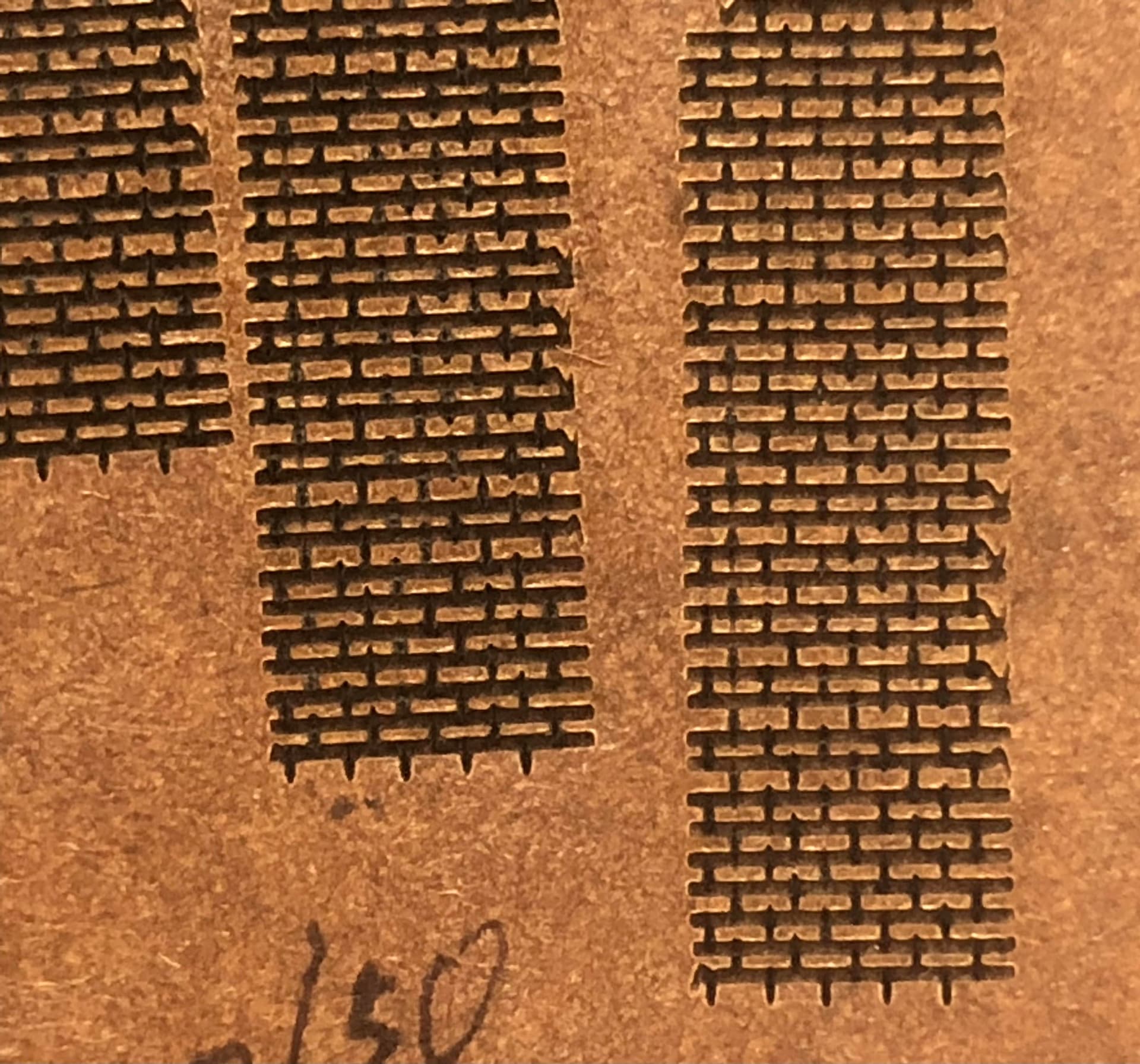
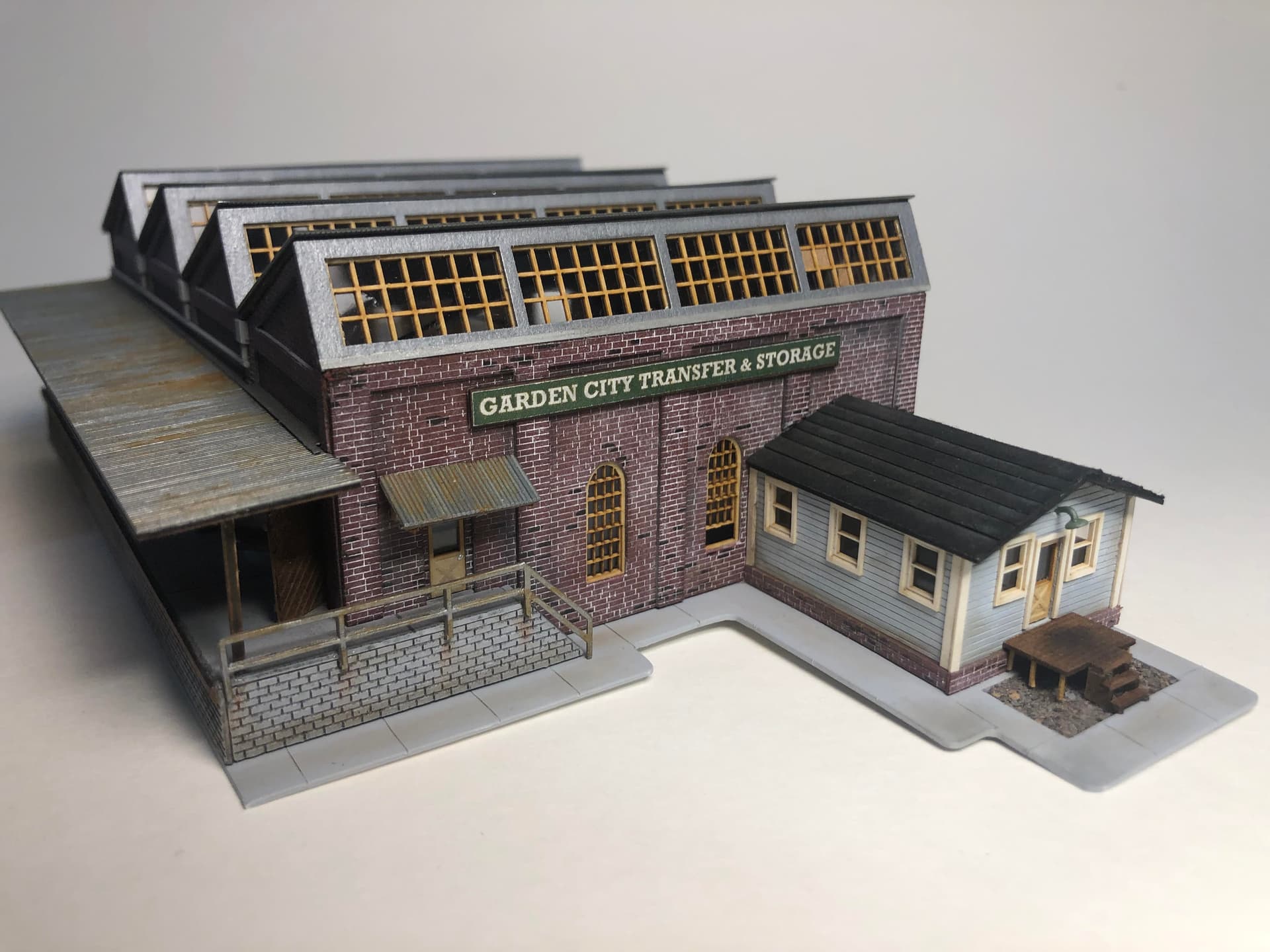
So attached are a few pics of my previous work, when the laser was cutting better. As you see in the pics, the grey loading dock was cut by me, using laserboard (Polybak). The lines are relatively crisp, albeit a bit wide. Now the building that dock is attached to, was a kit from a manufacturer. The kit comes in the same material as what I am using. You have to paint and assemble the kit. I have a unique process for painting the red brick, basically using weathering powders. By the way, the dock was not part of the kit. I cut and added it to the building.
Interesting note in the one pic, you can see even that manufacturer was having issues with his lines. Not above the side entrance door. His grout lines are all over the place. But at 1:220 scale, it’s noto a show stopper unless you are looking at hi rez pics like this. By the way — that side door is 8MM tall and about 3-4MM wide.
My problem is getting my low end ORTUR 5W laser to cut a more crisp single line to represent the grout lines. As you can see, the grey loading dock did not come out to bad, but I am hoping for better results going forward. Granted, slowing the speed down may help, and I think a full up adjustment of the belts and moving components will stop the backlash.
The worst is when you know. That’s how I feel when I can’t get the result I want.
I’ll try some tests tomorrow to see where my machine’s limit is and to get a little wiser.
It is very fascinating and impressive how much work and precision you put into making all the filigreed things. I especially like colouring, finding the nuances that make it look a bit old and used, in the way that time ages things. Beautiful
I’m sure I can’t contribute much useful, you must have a lot of experience. But that’s why it might still be interesting when people look at the task from the outside. I’ll report back tomorrow.
Regards
There being absolutely nothing like a good new problem to take one’s mind off one’s other problems, I had to see what kind of mess my 60 W CO₂ laser would make of this.
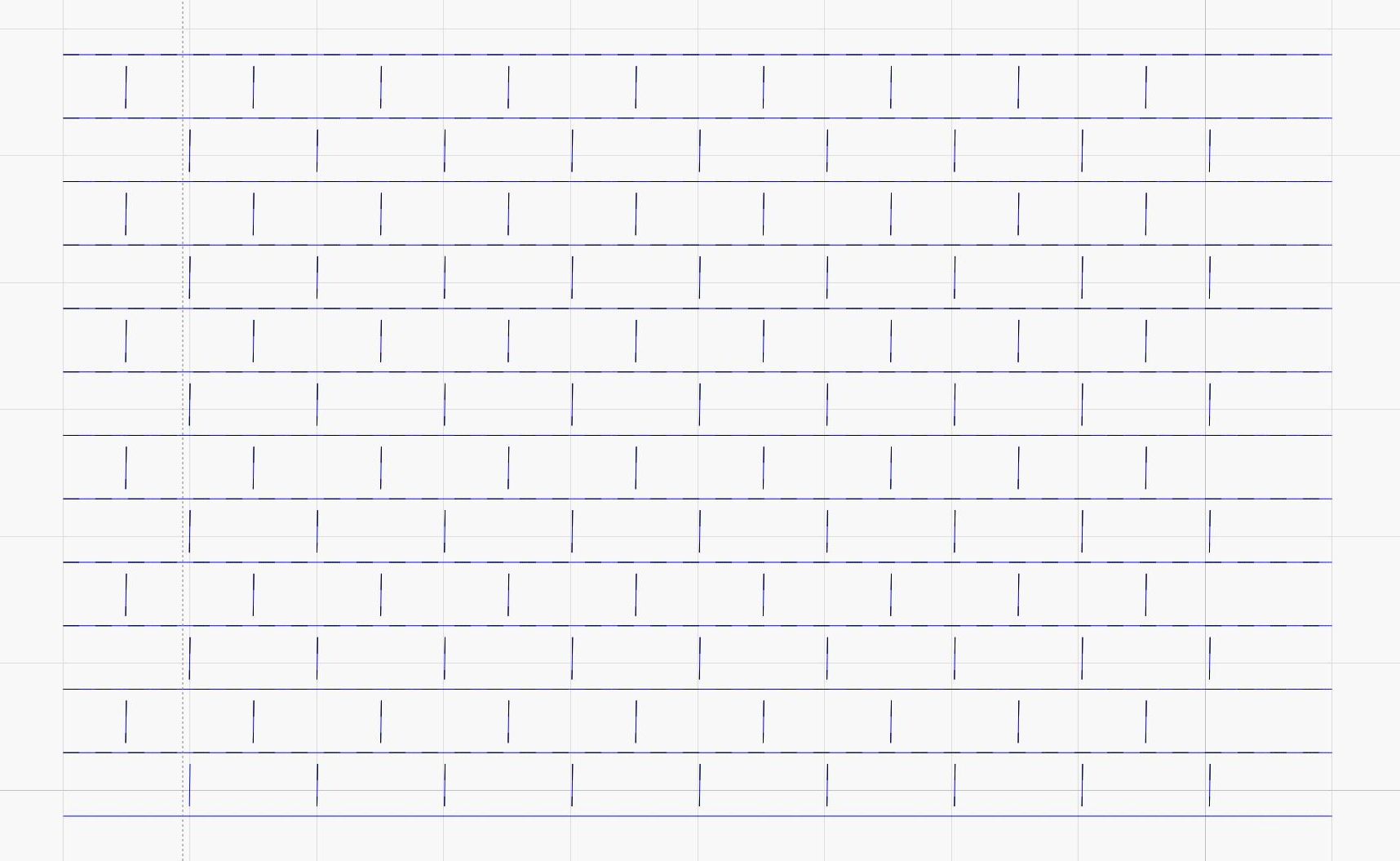
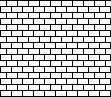
The laser’s kerf is about 0.2 mm, so I shortened the vertical lines to keep their burned ends inside the horizontal lines:
That was easier than it looks: there’s only one vertical line on the lower left, duplicated in an array spaced 1 mm horizontally and 0.5 mm vertically, with Shift by half turned on.
Which looked like this when burned into chipboard at the lowest power the laser can produce:
So, yes, the kerf is absurdly large for Z scale bricks. It might get slightly smaller with a shorter lens (than the stock 2 inch lens) and better material (which would be anything other than chipboard), but I think the kerf can’t get below about 0.1 mm.
Just to see what would happen, I attacked the chipboard with a red Sharpie, mortared the joints with flour, and wiped off the excess:
Ahhhh I think you may have nailed it ednisley !!! I see the wisdom behind not joining the lines of the vertical and horizontal. Genius.
Unfortunately I got home later than expected, so had no time behind the laser, but will possibly tomorrow. Will make some adjustments and report back in.
As for how I achieve the realistic grout lines, here is a video I made. Note, the panel I am working with was from a kit, and I painted it Barn Red with acrylic paint from Walmart. The video explains the rest of the process for creating the grout line appearance.
My test wasn’t very dramatic after @ednisley provided all the basic research.
Same procedure here, only my vertical lines are 0.3mm and centered between the horizontal lines. In my nozzle there is currently also a 2" standard ZnSe lens fitted.
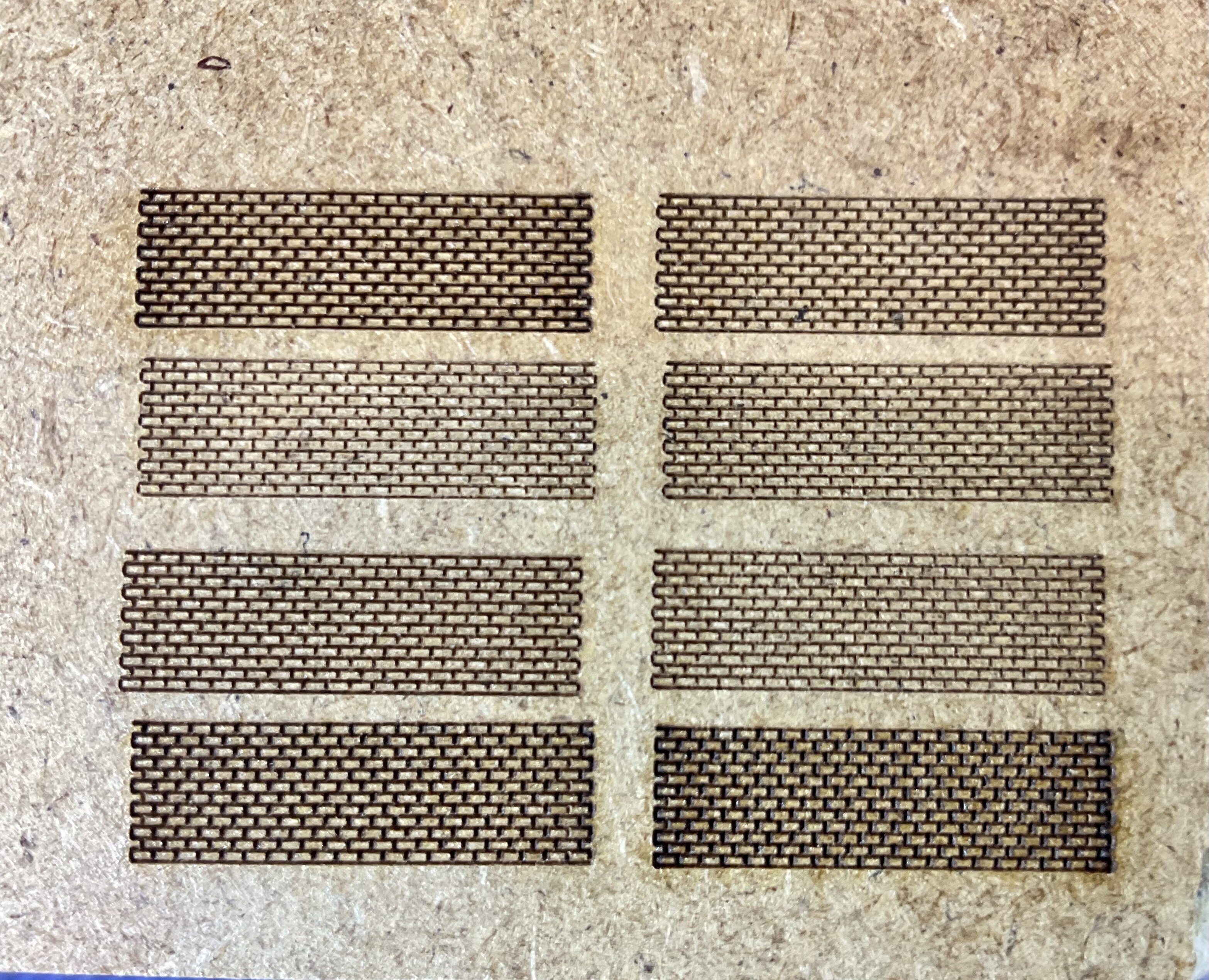
However, my test on mdf shows that the time it takes to engrave the 259 bricks, or better said, the joints, takes 25 seconds with 300mm/s (measured by the controller), with 200mm/s it takes 24 seconds and with 100mm/s again 25 seconds. I get the best result with 100mm/s.
Above 100mm/s the vertical lines become “unstable”
The second test was carried out on BB plywood, 3mm and finally two tests with PE sign material with 2 different surfaces.
The result is interesting and it has been fun.
WOW – the work is excellent though and it appears you had the laser setting where they need to be. Nice work bernd.dk !!! Nice consistent pattern and remember, at Z-scale, even if one or two or even a few bricks are off, the naked eye would not discern it.
What I find though as the most time consuming is creating or drawing the necessary brick pattern in LIGHTBURN. I guess I need to create my base pattern using the discoveries of ednisley, and then cut and paste that pattern over any wall, or area that will be brick.
Hoping to get some laser time this evening to create some test samples. Your support and advice has been invaluable though!!!
Thanks for the nice words. Giving help and inspiration and also receiving it, that’s what I love about this forum.
Next to material tests, the actual construction of new items in LightBurn is, for me, the most interesting part of the time in my workshop. Once you’ve figured out most of the tools in LightBurn, it’s satisfying to be able to produce something useful with it.
The bricks are 10×5 white pixels, with 1 pixel black lines between them, so they’re just slightly larger than before. The PNG image set to 254 dpi = 10 pix/mm, making each brick 1.0 mm wide and 0.5 mm tall.
I drew two bricks in a corner, copied them to make the bottom row, copied the entire row offset by half a brick to make the next row, then went nuts with copy-n-paste to fill in the wall.
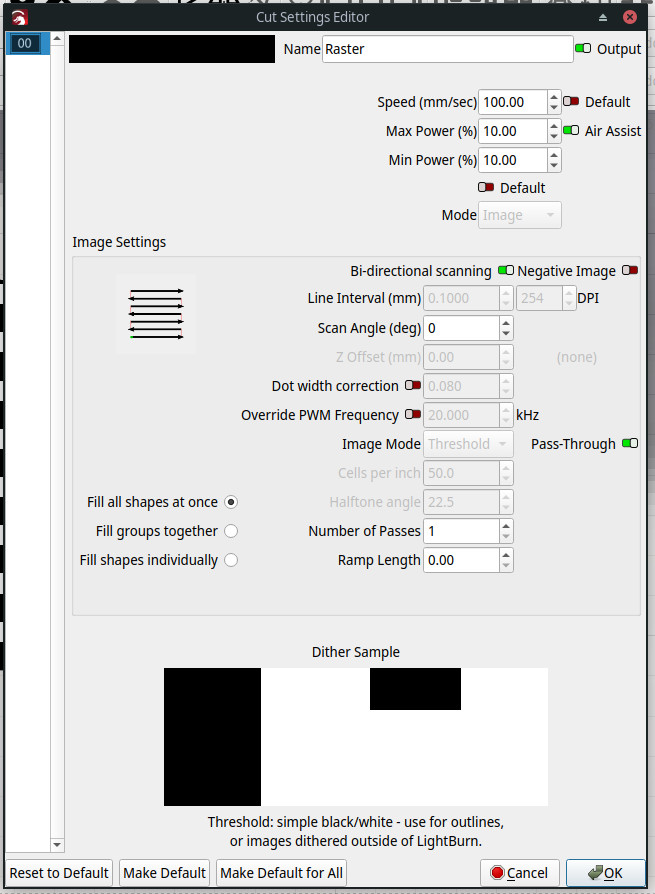
Import the tiny image into LightBurn and set the layer parameters thusly:
Using Pass-Through prevents LB from doing anything fancy with the pixels: the laser is either on or off exactly where the image specifies.
Scanning at 100 mm/s makes each vertical 0.1 mm “mortar” pixel 1.0 ms wide, which is slightly faster than this laser can react. As a result, the beam cannot turn on fully and never quite reaches the maximum 10% power setting (as low as it will fire). The horizontal lines come out slightly darker, because the laser is on continuously:
I think raster scanning an image produces a much better result than the equivalent vector setup, although the horizontal lines still come out heavier. Rotating the image by 90° would make the longer lines lighter and the shorter lines darker, but what you get will definitely depend on your diode’s spot shape.
I probably did the same thing in LightBurn, took me 5 min., but I engraved it all as simple line objects. The joints fit fine, at least optically. That the laser beam matches the brick joints is probably pure luck.
Just a suggestion, try burning with the wall at 45 degrees to the machine axis. Should eliminate the X/Y differences but probably will take longer to complete.